The construction of the basement is a responsible and very serious process. Since this ...
|
|
Among various flooring, a special place is occupied by parquet. This is floor ... |
Clinker tiles for the facade occupies a special place among construction finishing ... |
DIY polyethylene pipe welding

The pipes that are made of polyethylene are used more actively. The technical characteristics of such products allow them to be used for production needs and in the process of building household pipelines. High quality at a relatively low price of polyethylene pipes creates steady demand for them. In addition, they are simple in installation and connection. Consider how the plastic pipes are welded at home.
Content:
Connection of polyethylene pipes
Those who decided to replace the old pipeline with plastic will undoubtedly appreciate the modern variety of types of plastic. But on the other hand, a wide assortment gave rise to certain difficulties, because each view of itself requires a special relationship when installing. Pipes of special material - the so -called stitched polyethylene are especially resistant to external factors and reliable.
The pipes that are made of polyethylene can be used for the construction of a pressure and non -pressure pipeline. Such pipes in domestic plan are used, most often, to assemble a water supply system. To install the pipeline with your own hands, it is important for home masters to know the parameters of the compounds of polyethylene pipes.

The main types of compounds of polyethylene pipes: the connection using additional connecting elements called fittings, butt and electricity welding. With detachable connections, as a rule, everything is clear. Detective joints are customary when installing the inside of the pipeline. Laying pipes with the help of fittings is such a simple procedure that it will be obtained by any person who has the slightest experience in this matter.
However, the choice of such compounds allows you to carry out a limited range of work, therefore, when installing a water supply system without welding polyethylene pipes with your own hands, it will not be possible to do. As a type of combination, welding will help maintain the strength and flexibility of the pipeline. Another important advantage of installing pipes can be carried out on the surface of the Earth, and then fit into the trench, and also a tactrand method is also for example.
Pipe welding rules
The technology of welding methods of polyethylene pipes is different, but several fundamental principles are known. They should pay attention to them, proceeding to any welding. Let's look at them in more detail:

Polyethylene pipes should have the same wall thickness and equal diameter, to be compatible physically and chemically (this information should be clarified by the manufacturer).
- The ends of the pipes before starting work are subject to mandatory cleaning.
- When welding pipes, it is recommended to minimize the influence of external factors and weather conditions:
- at too low temperatures, you need to heat the room as shown in the video about welding of plastic pipes;
- in the presence of wind and the absence of windows, create a barrier from any material like a tent;
- with the abundance of sunlight, protect the welded surfaces from straight rays to avoid overheating of their individual places.
- The ends of the pipes that are not involved in welding are recommended to be closed with plugs, because the flow of cold air is able to lower the temperature of the welded areas below the necessary (except when cold welding of polyethylene pipes is carried out).
- Exclude in the process of welding itself and during cooling of pipes any mechanical influences on these products.
Pipe welding methods
And you immediately have a question what technology for welding a polyethylene pipe is preferable, and which is generally welding pipes. If you are going to cook pipes with your own hands, you should thoroughly understand the entire procedure, materials and equipment that are used in welding polyethylene pipes. There is nothing complicated in the welding technology of polyethylene pipes, because modern welding machines are simplified for use.
Falling welding
Ground welding or as it is also called a coupling involves the connection of pipes using special fittings. Fitings, like polyethylene pipes themselves, are recommended to buy with a margin in case of incorrect welding, especially if you have to perform the procedure for the first time.
For this method of polyethylene welding, it is recommended to prepare special equipment, which is a welding machine. Manual welding machines are designed for manual welding of pipes and fittings of small diameters - up to 50 millimeters. Despite such restrictions, manual welding machines are manufactured for the entire range of plastic pipes, which are designed for blank welding with fittings (up to 125 millimeters).
There are also mechanical welding devices that are intended for mechanized trimming of large -diameter polyethylene pipes - from 40 millimeters and more, when the force of combining pipes and fitting is great. Such devices provide the speed and convenience of performing the bell welding of polyethylene pipes, and allows you to achieve high quality welded joint.

For bell -shaped welding, prepare the following accessories:
- Welding nozzles or adapters. They need periodic replacement due to wear of the Teflon coating. For a certain diameter of polyethylene pipes, a pair of nozzles of the corresponding diameter is required.
- Cutting tools. Such things are necessary for cutting pipes when laying the pipeline and to remove the aluminum layer before welding from reinforced pipes.
Welled surfaces are in this case the outer part of the pipe and the inside of the fitting. Both surfaces are heated with a welding nozzle consisting of these components: Dorn half for heating the fitting and a sleeve half to heating the end of the pipe.
The bell of polyethylene pipes is carried out in this way. The welding machine should be warmed up to the desired temperature. The fitting is put on the Dorn to the stop, according to the instructions for welding of plastic pipes. Such an action, as a rule, requires slight effort. At the same time, put on the end of the sleeve end to the end of the polyethylene pipe. Do these manipulations as quickly as possible.

Remember that the outer diameter of the sleeve is slightly larger than the internal diameter of the pipe, and the inner diameter of the fitting is slightly smaller than the external diameter of the dorn. The excess outer layer of pipes during heating is melted and squeezed out in the form of a roller, which is called a grata. Reducing the diameter of the pipes allows the nozzle intended for welding.
In a similar way, the grat is also squeezed out on the fitting, allowing it with Dorn to be fully combined. Parts are moved into the wall of the heating nozzle until it stops. This moment needs to feel with your hand, it is very important when it occurs to stop any pressure on the details. Further, the details should be kept in this position for the necessary time.
At the expiration of the allotted period, you need to quickly remove the fitting, then remove the pipe from the nozzle and combine two details to the stop. After cooling, you will receive a whole plastic part. After that, the second pipe is welded to the other end of the fitting. If you are planning to use pipes for welding pipes only once, it is more advisable not to buy it from an economic position, but to rent it. So you can reduce the price of welding of plastic pipes.

The quality of the connection will directly depend on the correctness of the performed manipulations. With trifle welding of polyethylene pipes, errors of the following nature are most often allowed. The first of them, during the combination, is not fully introduced into the fitting, due to which the gap is formed between the internal emphasis and the pipe. This compound looks ordinary, but inside a section with a large inner diameter of the pipes and a lower wall thickness is formed.
When combining details, unnecessary efforts also provoke problems associated with the reliability of the connection. So, inside the pipe under the pressure of the stopping of the fitting, an excess grata is formed, which will create an obstacle to the current of gas or water in the future.
Welding of pipes are
The most popular is the technological map of welding of polyethylene pipes VSTOK. By choosing this welding technique, you can significantly reduce the use of electricity. In addition, welding of pipes VSTOK does not require the use of heavy equipment, which facilitates installation work.
Pipes that have the thickness of the walls of more than 5 millimeters and a diameter of more than 50 millimeters are welded by this technique. The brand of polyethylene of the elements welded to each other should be the same. Therefore, before making butt welding, it is worth sorting pipes and shaped parts in the parties. It is preferable to weld the pipes that are released in one batch. In addition, testing of pipes for ellipiness will not be superfluous.
The basis of the technology consists in warming up the ends of the pipes using a heating tool in front of the melting process. When connecting pipes in this state, the connection of parts occurs at the molecular level. Assing welding is carried out in the range from minus 15 degrees to plus 45 degrees Celsius.
When welding polyethylene pipes, the question immediately arises the question: how much to cut off the pipes. After all, the pipe segment, in the end, will decrease by the distance of welding. Look for this in the instructions for welding of plastic pipes or measure the steam nozzle on the tool. This distance will be different for various diameters of the pipes. For example, for 20 millimeters of the pipe, this distance is 14.5 millimeters, for a pipe of 32 millimeters of 18 millimeters, respectively.
Further, it is recommended to apply marking before welding each part of the water supply so that the pipe is constantly not measured and the repeatability of welding. The compounds will be the same in appearance, the effort for dressing and removing blanks from the pre -heated nozzle will be predictable.
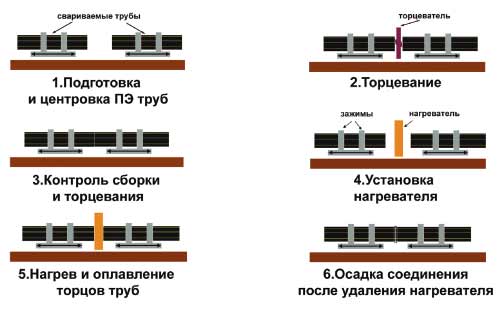
The butt welding of the polyethylene pipe lies in the heating of the ends of the welded elements to a viscous state and their connection under pressure. The ends of the pipes need to be fixed rigidly in the locks of a special apparatus, a heating plate is placed between them. Press the ends to the stove with certain pressure and withstand before the process of melting.

Heating time depends on the diameter of polyethylene pipes and the power of the used apparatus. After you reach the required level of heating, remove the plate, and connect the pipes to the pipe, while you need to exert pressure on them. Now it remains only to wait until the polymer material has completely cooled.
In order for the welding of polyethylene pipes to the VSTOK occur as quickly as possible and accurately, you need to use devices with a hydraulic or mechanical drive. The most advanced devices have software control.
The use of such a device is distinguished by a whole list of advantages: automatic control of the process, which excludes the effect of the human factor and the possibility of accurate calculation of the time that is necessary for welding the planned number of pipes.
Electromoft welding of pipes
Electrumoft welding of polyethylene pipes is used for pipes of different thicknesses of walls and different diameters, when installing a non -pressure pipeline of drainage systems and gravity sewage, inserts into the current pipeline and repair of existing pipelines.
The procedure for welding pipes using electromaths is calculated on obtaining welded joints, which withstand pressure up to 16 atmospheres. Electromoft compounds are in comparison with butt welding the most costly, and the cost of welding polyethylene pipes in this case increases.
To carry out electric fluid welding, you will need special shaped parts, for example, electric welding fittings with a mortgage electric heater, which warms up the ends of the pipes. If you decide to produce electromoft welding of polyethylene pipes, you should act according to such instructions. To begin with, prepare the necessary details, and also clean the place where you will carry out the work, select the welding options, depending on the size of the pipe and embedded parts.

Then it is worth thoroughly clean the inner surface of the electric flutus and the surface of the connected pipes from contaminants. For cleaning and simultaneous degreasing products, it is recommended to use napkins, which are saturated with easily fluid, for example, alcohol.
The ends of the pipes welded must be carefully and evenly trimmed to avoid the molten polyethylene pipe flowing inside. Remove the oxidized layer from the surface of the pipes. The oxides, which are formed during the production of pipes, can be removed by mechanically, by cleaning with special scrapers.
Fasten the pipes in the positions, while controlling their alignment. To additionally protect the joints from dust from dust, it is customary to use the winding with a sticky tape. The open ends of the pipes are closed with plugs to prevent unproductive heat loss. Eletromoft's conclusions should be applied, as a result of which the fitting will warm up, welding pipes.

All the time welding of polyethylene pipes, including the cooling time, the pipe place with the shaped part should be rigidly fixed and remain motionless when welding. Do not forget about safety measures during welding. Especially taking into account the little experience of welding polyethylene pipes, even if you think that the procedure is easy and simple.
Quality control of seams
A mandatory part of the procedure for welding polyethylene pipes is the quality control of performed compounds. You can continue the processing of pipes in the future only after examining all the compounds performed. The performed seams must comply with the established technical requirements, only then the connection can be confidently recognized as high -quality.
The pipeline, assembled from polyethylene pipes with qualitatively executed joints, will last several decades, without requiring additional maintenance and repair. Here are the basic requirements and parameters of plastic pipes that are presented to the quality of the seam during visual inspection:
- The connection on the surface of the pipe should not look like a fallen groove, that is, it should not be placed below the general level of the pipeline.
- It is important to withstand the alignment of the pipes. The displacement of the welded products relative to each other is allowed, but not more than 10% of the wall thickness. For example, if you weld pipes with walls that have a thickness of 5 millimeters, then the displacement value should not exceed 0.5 millimeters.
- The height of the rollers that form inside plastic pipes and outside on their surface is also limited. When welding pipes with a thickness of 5 millimeters, the height of the roller should not exceed 2.5 millimeters. If the thickness of the walls of the pipes is 6-20 millimeters, then the height of the roller should be limited to 5 millimeters.
Thus, polyethylene pipes are widely used to assemble pipelines for various purposes. When performing work in a house or apartment, it is quite possible to welding with your own hands of plastic pipes. Depending on the size of the pipes and the purpose of the pipeline, the welding methodology is selected, and it will not be difficult to master the technology of this work. It is enough to study theoretical recommendations and restrictions on the procedure, after which you can safely start practice!
![]()
StrPort construction portal 2011-2018. Articles about repair, construction, building materials.
Copying information from the site is possible only with permission of the editorial office Or indicating a direct link to the source. Legal justification
This is an industrial method
This is an industrial method of welding, there are only a million equipment, at home not how to use it. Probably at least six months you need to learn to weld such equipment. The same pipe can be welded with a hairdryer or an industrial pistol of hot air, but it will take a lot of time.