Незважаючи на велику кількість оздоблювальних матеріалів, встава стіни шпалерами залишається найбільше ...
|
|
Важливий момент розведення бджіл, що організовують безпечне місце для зимування, ... |
Оздоблення фасаду - це дуже важливий процес, який визначає зовнішній вигляд будівлі та її ... |
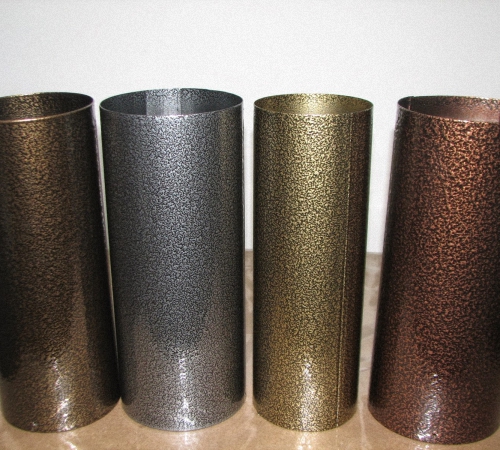
Порошкове фарбування металевих дверей

Порошкове фарбування дверей - це технологічний процес, внаслідок чого мікроскопічні частинки сухого фарби, який має позитивний електричний заряд. Заряд утворюється тертям або джерелом із зовнішнього середовища. Оброблена частина має негативний заряд, так що порошок осідає на ній. Далі поверхня нагрівається, порошок наноситься і створюється надійне покриття у вигляді плівки. Цей метод застосування розмальовки підходить для обробки поверхонь, виготовлених з металу.
Зміст:
- Переваги порошкового покриття
- Недоліки порошкового покриття
- Вибір обладнання для роботи
- Підготовка поверхні для живопису
- Технологія покриття порошкового покриття
- Випічка нанесеного порошкового покриття
Переваги порошкового покриття
Порівнюючи забарвлення з класичним покриттям з рідкою фарбою, виявляється безліч переваг фарбування порошком:
- Екологічна чистота. Порошок виготовляється без використання токсичних та пожежних небезпечних речовин.
- Економіка. Споживання порошку відбувається помірно, а не частинки, оселені на поверхні, залишаються для наступного фарбування.

- Висока стійкість до хімічних та фізичних впливів.
- Рівномірний розподіл покриття на поверхні.
- Відсутність необхідності застосувати ґрунтовку.
- Ідеальне покриття утворюється при обробці поверхні лише одним шаром фарби.
- Загальний відсоток втрати сировини при обробці рідкої фарби становить 40%, при обробці поверхні порошком цей показник становить 4%.
- Загальний робочий час з порошком набагато менше, оскільки він повністю фіксується через 1,5-2 години.
- Зберігання порошку для фарбування проводиться без створення конкретних умов.
- Продукти, намальовані порошком, також не вимагають роботи та транспортування.
- Пофарбувати поверхню з порошком зовсім не складно, це не потребує спеціальних навичок.
- Під час фарбування порошком отруєння токсичними виділеннями виключається, оскільки вони просто не роблять.
Недоліки порошкового покриття
З усім багатством переліку переваг, малювання дверей з порошковою фарбою є свої недоліки.
- Технологія фарбування вимагає створення температури плавлення порошку на рівні 150-220 градусів, що виключає здатність обробляти поверхню пластику та деревини таким чином.

- Порошкове покриття має більшу вартість, ніж звичайна рідка фарба.
- Обладнання для живопису має вузьке коло. Невелика піч не буде обробляти покриття великої площі. Велика піч неефективна при роботі з невеликими деталями.
- Труднощі в нанесенні тонкого шару фарби.
- При низьких температурах важко виконати роботу з порошком.
Вибір обладнання для роботи
Перед початком роботи обладнання готується до всього процесу. Найважливіший пристрій - це спеціальна камера, головна частина всього процесу фарбування проводиться в ньому. Технічні характеристики пристрою вибираються відповідно до матеріалу та типу частини обробленої частини.
Ця камера насправді складається з самої камери, порошок розпилюється в ній, а плита для плавання. Якщо планується малювати металеві двері своїми руками, то не потрібно купувати всі ці одиниці. Звичайна піч також підходить для виплавки покриття.

Окрім камери, в процесі використовується пульверизатор з електричною потужністю. Такі моделі мають функцію включення стисненого повітря. За відсутності такого пістолета його замінюють компресор, який оснащений робочим фільтром для високого тиску.
Вибір місця для розпилення порошкового фарбування металевих дверей також дуже важливий. Це повинно бути добре освітленим, бажано лампами денного світла. Вони підходять, оскільки під час виконання роботи порошок не прилине до гарячої поверхні звичайної лампи. У домашніх умовах оптимальним приміщенням для такої роботи є гараж. Хороша вентиляційна система повинна бути обладнана.
Ще один важливий пристрій елемента для збору порошку залишається. Це допомагає зберегти матеріал, зменшуючи його споживання до мінімуму. Для цієї мети добре підходить для цього, але звичайний пилосос також адаптується. Але під час роботи з використанням вакууму очищувач необхідно забезпечити, щоб його фільтри не засмічувались, моделі з суцільним фільтром оптимально підходять. Перед початком роботи перевіряється стан електричної мережі, вона повинна витримувати важкі навантаження та мати гарне заземлення.
Під час картини великих частин використовується спеціальна транспортна система. Він забезпечує легкий рух деталей протягом усього процесу. У промисловому масштабі така система працює за принципом конвеєра, який прискорює та оптимізує процес. Транспортна система для забарвлення - це візки або механізми, що рухаються по рейках.
Підготовка поверхні для живопису
Під час переробки деталей фарбуванням порошком вони часто не звертають уваги на попередню підготовку частини. Але, як і при впровадженні будь -якої іншої обробки або ремонту, підготовка має великий вплив на якість роботи, що виконується далі. Те саме стосується обробки такої частини, як двері вхідного металу. Порошкова фарбування вимагає чистоти робочої поверхні. Необхідно видалити всі наявні плями, знежирити двері та фосфат. Цей захід не є необхідним, але допоможе підвищити стійкість металу до корозії та покращити адгезію.

Матеріал очищається за допомогою хімічних речовин або механічним методом. Механічний метод - це очищення дверей щіткою сталі або дисковим для подрібнення. Очищення поверхні застосовується з чистим шматочком бавовняного матеріалу, просоченого розчинником. При переробці хімії використовуються лужні, кислі або нейтральні речовини. Яка речовина є оптимальною для використання, залежить від типу забруднення, різновидів очищеного матеріалу та його загального розміру.
Фосфація застосовує на поверхні кабріолета субліора. Необхідно виключити ймовірність шару покриття рідких і твердих молекул, які знищують обприскування та призводять до загону від основи. Також ця процедура покращує зв'язок фарбування порошку металом.
Якщо є сліди іржі, масштабу, оксидної плівки, то їх видаляють абразивним або хімічним методом. Абразивний метод також очищає поверхню, використовуючи невеликі зерна піску, фракцію. Застосовуються більші частинки, такі як гранули, виготовлені зі сталі, чавуну, оболонки волоського горіха та подібні матеріали. Частинки подаються на уражену ділянку під впливом відцентрової сили або потоку стисненого повітря. Сила, вдарившись по металу, вони збивають і забирають свої найвразливіші місця, тобто райони із забрудненням, тоді як безперебійний матеріал залишається недоторканим.
Очищення хімією або видаленням травлення уражених ділянок з розчином з таким основним компонентом, як азот, соляна, сірка або фосфорна кислота. Такі розчини містять інгібітори, які сповільнюють знищення чистих ділянок. Недолік цього методу в необхідності ретельно видалити залишок розчину з матеріалу. Для цього використовуються спеціальні інструменти для прання, придбання яких збільшує загальну вартість роботи.
Останній етап підготовки пасивації. Ця процедура є поверхневою обробкою шляхом з'єднання хрому та нітратів натрію. Цей процес необхідний для запобігання корозії на всіх етапах обробки. Після нанесення розчину частину залишається висохнути, після чого вона вважається готовою до нанесення порошкової фарби.
Технологія покриття порошкового покриття
Завершивши підготовчі процеси, металеві двері починаються безпосередньо. Ця процедура професійно проводиться у спеціальній камері, основній функції для її зйомки не врегульованих зерен порошку. Такий пристрій оснащений системою фільтру, вібрацією, бункерами та всмоктувальною системою. Саме метод покриття порошку - це електростатичні навантажувані частинки, застосовані до заземленого елемента. Як інструмент для нанесення порошку діє на розпиленням.

Картина металевих дверей незалежно здійснюється з деякими модифікаціями інструментів для цього процесу. Виконуючи цю роботу вдома, не використовуючи камеру, частина просто підвішена на гачку і поєднується з мінусом від живлення. Щоб створити необхідну напругу, вам знадобиться генератор та мультиплікатор. Дроти для встановлення вибирають відповідну напругу 25 квадратних метрів.
Пістолет для виконання роботи поєднується з порошком для завантаження пристрою. Вдома для цього використовується звичайна пластикова пляшка. Повітря для роботи повинно бути стисненим і сухим. Металеву кришку кладуть на вибрану пляшку, матеріал повинен бути хорошим поточним провідником. У кришці виготовляється багато маленьких отворів, напруга буде поставлена \u200b\u200bна неї. Крім того, все працює дуже просто, коли натискання пластикових сторін пляшки створює краплю тиску, яка штовхає порошок через отвори кришки, проходячи, через який порошок отримує необхідний заряд.
Такий пристрій має багато можливостей для модернізації, також описана вище ідея використовується для оснащення звичайного розпилювача для порошкового фарбування металевих дверей. На відео нижче показано саме такий домашній пристрій. Для вимірювання напруги, що подається до кришки, вона приводиться до деталей, якщо іскра стрибає на відстані 2,5-3 см, то напруга відповідає необхідним параметрам. Що стосується камери, то вона замінюється звичайними газетами, пластиковою плівкою, пилососом або відновлювачем вдома.
Випічка нанесеного порошкового покриття
Основна стадія в процесі застосування фарбування порошку не в підготовчій процесах, а не на поверхні поверхні самою порошком. Найважливіший і найважливіший етап утворення покриття. Під час утворення покриття розтоплюється, затвердіють і потім охолоджують. Все це проходить у спеціальній печі або камері. У промисловості використовуються різні типи цих пристроїв, які залежать від їх цілей. У побутовому масштабі цей пристрій замінюється звичайним шафою сушарки з електронними компонентами.
Шафи для утворення поверхні під час фарбування порошком оснащені системою управління температурою всередині пристрою. Вони також мають можливість налаштувати автоматичне відключення обладнання в кінці випічки. Таке обладнання працює від ураження електричним струмом, мазутом або газом. Плоові в їх дизайні поділяються на горизонтальний, вертикальний, мертвий -end One -pass та Multi -Pass.

Технологічний процес випікання пофарбованої частини відбувається при температурі 150-220 ° С. З часом це займає близько 15-30 хвилин. В результаті проходження такої обробки на поверхні утворюється плівка, тобто порошок полімеризується. Камера повинна підтримувати температуру на одному рівні, інакше продукт не прогрівається рівномірно, а якість забарвлення не задовольнить вимог. Режим випічки вибирається відповідно до розміру продукту, типу фарби та різноманітності самої печі. Охолоджуйте продукт природним шляхом, розміщуючи його на відкритому повітрі. Коли температура продукту знизилася до необхідного рівня, вона вважається повністю готовою.
Вдома, для сушіння рожевим з порошковою фарбою, деталі адаптуються звичайною тепловою шафою. Температура в такому пристрої повинна досягати 200 ° C, а час обробки збільшується до 40-60 хвилин. Кабінет ретельно ізольований зсередини азбестом або мінеральною вовною. Tenas використовується як нагрівальний елемент у домашній печі. Щоб рівномірно розігріти деталі, піч обладнана конвекційним пристроєм.
Коментарі
![]()
Портал будівництва Stort 2011-2018. Статті про ремонт, будівництво, будівельні матеріали.
Копіювання інформації з сайту можливе лише за допомогою дозвіл редакції Або вказівка \u200b\u200bна пряме посилання на джерело. Юридичне обґрунтування
Пральні порошкові фарби з
Пральні порошкові фарби з ТОВ «Інтерхімметр»
Тимофєєв Костянтин
Спеціаліст ТОВ «Департамент продажу» ‹Інтерхіммет›
Тел. (812) 449-21-95 (Доб. 120)
Тел. м. +7 (911) 839-76-22
195196, Санкт -Петербург,
вул. Рига, 3
Електронна пошта: ktimofeev@interchemmet.com
www.interchemmet.com