Tüm binanın çalışma süresi çatının kalitesine bağlıdır. Bu yana ...
|
|
Çoğu zaman, insanlar borulardaki bloklarla buluşurlar. Bu sorun yaygın ... |
Ahşap pencerelerin plastik pencereleriyle değiştirmek ısı tasarrufunu önemli ölçüde artırabilir ... |
DIY Ahşap Kurutma Kamerası

Ahşabın kurutulması olmadan yapabilecek tek bir ahşap işçiliği yoktur. Çeşitli kusurların oluşmasını önlemek için, bir kurutma odasında ahşap kurutmak için özel bir teknoloji kullanmak gelenekseldir. Kendiniz ahşap ürünlerin üretimine girmek istiyorsanız, ahşap kurutmak için bir kurutma odasına da ihtiyacınız olacaktır. Bugün nasıl doğru yapacağınız hakkında konuşacağız.
İçerik:
- Ahşap kurutma ihtiyacı
- Ahşabın nem kavramı
- Ahşap Kurutma Modları
- Kurutma odası kavramı
- Kurutma odaları türleri
- Ahşap kurutma prosedürü
- Bir kurutma odası üretimi
Ahşap kurutma ihtiyacı
Tahtayı nitel ve hızlı bir şekilde nasıl kurutur? Bu sorun eski zamanlardan itibaren her marangozla ilgileniyor. İnsanlar uzun zamandır ormanların eşit şekilde kurutulması için uzun yıllardır depolanıyorlar. Büyükbaba, büyükbabasının onu bıraktığı malzemeyi kullanarak torunu için bir ağaç hasat etti.
Düzgün kurutulmuş ahşabın önemi muazzamdır! Örneğin, odada bulunan ahşap mobilyalar çok ıslak ahşaptan yapılmışsa, bu sadece kesilmişse, zamanla kuruyacak, çünkü ağaç kuruyabilir ve boyut olarak azalabilir, yani bozulur!

Evin kapısı aşırı kurutulmuş ahşaptan yapılmışsa, zamanla şişer ve kapanamaz! İş parçalarından gelen kapı puanlanırsa, hacimde eşit olmayan bir şekilde kurutulursa, patlayabilir veya parçalanır! Bu nedenle, tüm ahşap boşlukların kurutulması önerilir. Ek olarak, kurutma malzemeyi ahşap bir mantarla ahşap hasarından korur, ağacın boyutunu ve şeklini önler, ahşabın fiziksel ve mekanik özelliklerini geliştirir.
Ahşap kurutma uzun, karmaşık ve pahalı bir prosedürdür. Geleneksel teknolojilere göre ağaç aşırı ısınmış buhar veya sıcak hava ile ısıtılır. Boğulma ahşap daha uzun taşınabilir ve saklanabilir. Ayrıca, çalışma sırasında deforme olmaz. Kurutma tahtaları, iç hasar olasılığının hariç tutulduğu buhar odalarında gerçekleştirilir.
Ahşabın nem kavramı
Kurutma sürecinin özü hakkında tam bir algı için, teoriye biraz dalmalısınız. Ahşaptan yapılmış nemi çıkarma prosedürü tamamen basit değildir, çünkü malzemenin kendisinde iki tip nem vardır. Ahşap uzun bitki hücrelerinden oluşur. Nem, hücrelerin duvarlarında ve boşluklarında mikrokapiküler sistem doldurulabilir. Hücreler ve boşlukları arasındaki boşluklarda bulunan neme serbest hücre arası ve hücre içi hücre duvarlarında nem denir.
İlişkili nemin ahşaptaki içerik sınırlıdır. Hücrelerin duvarlarına sıvı nemle temas halinde maksimum nemde farklılık gösterdiği duruma doygunluklarının sınırı denir. Genel olarak doygunluk sınırının neminin cinse bağlı olmadığı ve ortalama%30 olduğu kabul edilir. Ağacın nem içeriği%30'dan yüksekse, serbest hücreler arası nem içerir. Taze doğranmış veya büyüyen ahşabın ahşabı, doygunluk sınırından daha fazla neme sahiptir, yani çiğ.

Ahşaptan yapılmış boşlukların amacına bağlı olarak, ahşabı farklı şekillerde kurutmak gelenekseldir. Ahşap, operasyonel göstergeleri (kayak, parke veya müzik aletlerinin üretimi) etkileyen yüksek hassasiyetli bileşikler için ürünlerin işlenmesi ve montajı için malzeme gerektiğinde %6-8 neme kurutulur.
Taşıma nemi %18,22'dir. Bu su içeriğiyle, kereste sıcak bir mevsimde uzun mesafelerde ulaşım için uygundur. Bu neme kurutulmuş odun esas olarak standart konut yapısında, sıradan kapların üretiminde ve montaj sırasında değiştirilebilirliğe gerek olmadığında kullanılır.

Marangozluk nemi birkaç alt türe ayrılır. Kovalama ürünleri (teras kurulu, kılıf, zemin tahtası, nakit para)%15 2 nem içeriğine sahip olmalıdır. Ahşap ürünleri (pencereler, kapılar, merdivenler ve iç elemanlar) Bütün veya yapıştırılmış ahşaptan yapılmış, nemdeki dalgalanmalara %8 ila 15 arasında.
Nem, ürün seviyesine ve bütün veya yapıştırılmış ahşabın kullanımına bağlı olarak mobilyalar%8 2'dir, çünkü ağacın işleme, yapıştırma ve sonraki çalışma için en uygun özellikleri gösterdiği nemle. Ancak nemi%7-10'a düşürür, ahşabın kısmi sterilizasyonunu yapar ve ağaç boyunca nemin tekdüzeliğini dikkate alarak, malzemenin mekanik özelliklerini, yüzeyin yokluğunu ve iç çatlakları korur.
Ahşap Kurutma Modları
Ağacın kalitesine sunulan gereksinimlere bağlı olarak, kereste sıcaklık seviyelerinde farklılık gösteren farklı modlarla kurutulabilir. Kurutma işlemi sırasında ahşap için mini bir kurutma odasında, hava sıcaklığı aşamalar boyunca kademeli olarak artar ve ajanın bağıl nemi azalır. Kurutma modları, kereste kalınlığı, ahşap türleri, son nem, kurutulmuş ağacın kalite kategorisi ve odanın yapısı dikkate alınarak seçilir.

Düşük ve yüksek sıcaklık sürecinin modları ayırt edilir. İlk modlar, sıcaklığı ilk aşamada 100 dereceden az olan bir kurutma maddesi olarak ıslak havanın kullanılmasını sağlar. Bu modların üç kategorisi oluşturulmuştur:
- Yumuşak rejim, ağacın, ihracat kerestesinin taşıma nemine kurutulması için önemli olan renkli ve mukavemet dahil olmak üzere ağacın doğal fiziksel ve mekanik özelliklerini korurken malzemenin bulaşıcı kurutulmasını sağlayabilir.
- Normal rejim, kereste nihai neme kurutmak için bulunan küçük renk değişiklikleri ile malzemenin gücünü neredeyse tamamen koruyarak odun bulaşıcı kurutulmasını garanti eder.
- Zorla rejim, statik bükülme, sıkıştırma ve germe için güç olarak kalır, ancak ahşabın operasyonel neme kurutulması amaçlanan ahşabın kararma veya yarışma gücünü hafifçe azaltmak mümkündür.
Düşük sıcaklık rejimlerine göre, kurutma maddesinin parametrelerinde üç aşamalı bir değişiklik beklenir ve her aşamadan sonraki geçişe, ancak malzeme belirli bir nem seviyesine ulaştıktan sonra gerçekleştirilebilir, bu da rejim.
Yüksek sıcaklık rejimleri, kurutma ajanının göstergelerinde iki aşamalı bir değişiklik sağlar ve%20 geçiş nemine ulaştıktan sonra ilk aşamadan ikinciye geçebilirsiniz. Yüksek sıcaklık rejimi, kereste kalınlığına ve kayasına bağlı olarak belirlenir. Yüksek sıcaklık modları, ahşapların ve yapıların ve mukavemetin azalmasına izin verilen binaların ve yapıların değişmeyen elemanlarının üretimine giden ahşap kurutma için kullanılabilir.
Kurutma odası kavramı
Oda kurutma, ahşap kurutmanın ana yoludur. Farklı kalite kategorilerine kirpik ve yaprak döken ahşabı kurutmak için kurutma odaları gereklidir. Kereste yapay dehidrasyonun en popüler ve ekonomik tekniklerinden biri, bağlı olduğunda kurutulur ve serbest nem, sıcak hava ile ıslak bir ahşaba ılık bir ahşaba ve EV -kontrollü nemlendirilmiş ve kısmen soğutulmuş manastırı sağlayarak ahşaptan çıkarılır. hava.
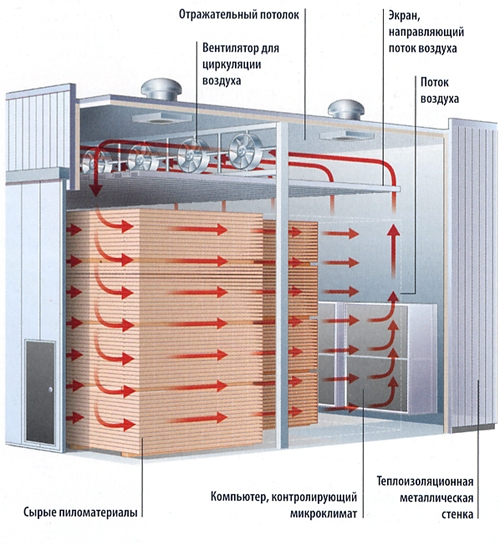
Kurutma kamerası, ahşabı ekipmanla kurutmak için gerekli her şeyle donatılmış tamamen hazır bir kurulumdur. Cihaza göre, ahşap için kurutma odaları kolektif metalik olarak bölünür ve yapı malzemelerinden yapılmıştır. İkincisi doğrudan atölyelere veya endüstride yaygın olarak kullanılan malzemelerden bireysel binalar olarak inşa edilmiştir. Kamera tamamen monolitik takviyeli betondan yapılabilir. Duvarları tam kırmızı tuğladan ve monolitik takviyeli betondan bir örtüşme olabilir.

Birkaç kurutucu kullanılırsa, genellikle tek bir bloğa birleştirilirler, bu da ısı besleme kablolarının ve tüm kameraların otomatik kontrol sisteminin yerleştirildiği ortak bir kontrol koridoru oluştururlar. Yüklü ahşabın odaya hacmine bağlı olarak, havanın yatay veya dikey-transvers dolaşımı olabilir.
Kereste kameraya yüklenmesi aşağıdaki yollarla gerçekleştirilebilir: Çatal yükleyicisi olan paketler gibi, demiryolu ray boyunca yığınlar şeklinde arabalarda. Ahşaba ısı transferi: hava, yanma ürünleri veya aşırı ısınmış feribot; özel yayıcılardan gelen parlak sıcaklık; Isıtmalı bir yüzeyle temas düzenlerseniz katı bir gövde; nemli ahşaptan geçen akım; Islak bir ağaca nüfuz eden yüksek frekanslı elektromanyetik alan.
Ahşap için bir kurutma odası için ekipman temel ve ek olarak ayrılmıştır. Ana fan sistemi, ısı besleme sistemi, besleme ve egzoz havalandırma ve nem ana olana, kapı yalıtımlı ve psikrometrik ünite, alt güç arabaları ve sürücünün fan sürücüsü ek olarak atfedilir.

Odada kurutulmuş odun işlemi otomatikleştirilebilir. Otomasyon, kurutucudaki ortamın nemini ve sıcaklığını belirli bir seviyede koruyabilir. Sıcaklık, soğutma sıvısının kalori parçasına tedariki veya elektrikli ısıtıcısını açarak ve besleme ve egzoz havalandırma ve nemlendirme sistemi kullanılarak nem ile düzenlenir.
Ahşap sürme sisteminde, odadaki uzaktan kumanda ve sıcaklık olanakları uzaktan kumanda olanaklarını içerebilir. Kereste kurutma odasında kuruturken, ahşabın nem içeriğini kontrol etmeye ihtiyaç vardır, bu da uzak nem ölçerin kullanıldığı, odaya girmeden birkaç noktada ağacın nem içeriğini kontrol etmenizi sağlar. Dış ısı tedarik kaynaklarının yokluğunda, otonom ısıtma modülleri kullanılabilir ve gaz, kömür, ahşap atık, elektrik ve dizel yakıt kullanılabilir.
Kurutma odaları türleri
Gerçek hayatta, aşağıdaki kurutma odalarını kullanmak gelenekseldir. Konvektif kurutma odalarında gerekli enerji, hava döngüsü kullanılarak taşınır ve ahşabın ısı transferi konveksiyon yoluyla gerçekleşir. Konvektif kameralar iki tür tünel ve odadır.
Tünel konveksiyon kurutma odaları, ıslak uçtan yığın paketlerinin daha kuru bir kamera olduğu derin kameralardır. Bu kameralar bir uçtan doldurulmalı ve diğerinden harap olmalılar. Yığınların itilmesi (kameraları ve yıkımı doldurma işlemi) 4 ila 12 saat aralıklarla bir yığın halinde gerçekleştirilir. Bu kameralar büyük kereste fabrikaları için tasarlanmıştır ve sadece bir ağaçtan kurutmayı yapmanızı sağlar.

Oda konveksiyonu kurutma odaları, ahşap için tünel ve vakum kurutma odalarından daha kısadır, aynı parametreler süreçte süreçte desteklenir. Ahşap kurutma koşullarını eşitlemek için 2 metreden fazla üfleme derinliğinde, havalandırma yönünü tersine çevirme metodolojisi kullanılır. Kameranın yıkılması ve doldurulması, bir kapısı varsa bir tarafta meydana gelir. Tünel odaları yükleme prosedürüne benzer olan diğer yükleme sistemleri de bilinmektedir. Herhangi bir kereste herhangi bir son neme kurutabilirsiniz, böylece Avrupa ve Rusya odununun% 90'ı tam olarak oda kurutucularında kurutulur.
Yoğuşma kurutma odası, havada meydana gelen nemin özel soğutuculara yoğunlaşması ve suyun kurutma işleminden çıkması nedeniyle öncekilerden farklıdır. Böyle bir işlemin verimliliği büyüktür, ancak döngü uzundur, çünkü cihazlar yüksek sıcaklıkta çalışmaz ve toplam ısı kayıpları da önemlidir. Yoğuşma odası esas olarak küçük hacimleri odun kurutmak veya yoğun bir meşe ağacı, kayın veya külün kurutulması için uygundur. Bu tür kameraların en büyük avantajı, kazan odasının gerekli olmaması, ahşap için kurutma odasının fiyatının ve kurutma maliyetinin daha az olmasıdır.

Kurutma odaları da dolaşım yöntemine ve kullanılan kurutma ajanının doğasına, çit türüne ve eylem prensibine göre sınıflandırılır. Periyodik eylemin kurutma odaları, tüm malzemelerin eşzamanlı olarak kurutulması için tamamen yüklenebilmeleri ve ahşap kurutma modu, şu anda tüm oda için aynı kalan zaman içinde değişmesiyle karakterize edilir.
Dolaşım yöntemine göre, teşvik ve doğal dolaşıma sahip kameralar var. Doğal dolaşımlı alçıpanlar modası geçmiş, düşük performans, kurutma modu neredeyse kontrol edilmez, ağacın kurutulmasının tekdüzeliği tatmin edici değildir. Modern yapı için bu tür cihazlar önerilmez ve aktörler modernize edilmelidir. Kamera gazı, hava ve yüksek sıcaklık sıcaklığının kurutma maddesi arasında, aşırı ısınmış bir buhar ortamında çalışan arasında ayrım yapın.
Ahşap kurutma prosedürü
Daha önce, kurutmadan önce, seçilen mod boyunca, ağaç ısıtma cihazlarına ve kapalı egzoz kanallarına dahil edilen fanları çalıştırırken nemlendirici borular yoluyla servis edilen buharla ısıtılır. Önce odun için kurutma odasını hesaplamanız gerekir. Ajanın ahşap ısıtmasının başlangıcındaki sıcaklığı, rejimin ilk aşamasında 5 derece daha yüksek olmalıdır, ancak 100 santigrat dereceden fazla olmamalıdır. Ortamın doygunluk seviyesi, başlangıç \u200b\u200bnemi% 25 0.98 - 1'den fazla olan bir malzeme ve% 25 - 0.9 - 0.92'den az nem içeriğine sahip ahşap için olmalıdır.
İlk ısıtmanın süresi ahşap ırkına bağlıdır ve kozalaklıdır (çam, ladin, köknar ve sedir) 1 - 1,5 saat santimetre kalınlık. Yumuşak yaprak döken yaprak döken kayaların (aspen, huş, linden, kavak ve kızılağaç) ısıtma süresi% 25 artar ve katı yaprak döken kayalar (akçaağaç, meşe, kül, kap, kayın) - süreye kıyasla% 50 artar kozalaklı ısıtma.

Ön ısıtmadan sonra, kurutucu kurutma aracı parametrelerini rejimin ilk aşamasına getirmek gelenekseldir. Ardından, yerleşik moda uygun olarak kereste kurutmaya devam edebilirsiniz. Nem ve sıcaklık, valfleri buhar boru hatları ve şekerli ve egzoz kanallarının boşluklarındaki düzenler.
Ahşap için kızılötesi kurutma odasının çalışma sürecinde, ağaçta kalıntı gerilmeler meydana gelir, bu da artan sıcaklık ve nem ortamında ara ve son nem ile ortadan kaldırılabilen kalıntı gerilmeler ortaya çıkar. Operasyonel neme kurutulmuş ve gelecekte işlenmeye maruz kalan keresteyi ortaya çıkarmak gelenekseldir.

Ara nem -fluid, ikinci aşamadan üçüncüsüne veya birinciden ikinciye yüksek sıcaklık moduna geçiş sırasında gerçekleştirilir. Nem işleme, 60 milimetre kalınlığında ve 30 milimetrelik yaprak döken kararlara sahip iğne yapraklı kayalara tabi tutulur. Isı işleminin ısı kullanımı sırasında ortamın sıcaklığı, ikinci aşamanın sıcaklığı 8 derece daha yüksek olmalıdır, ancak 100 dereceden yüksek olmamalı, 0.95 - 0.97 doygunluk seviyesi ile.
Ahşap son orta neme ulaştığında, son nem -fluid gerçekleştirilebilir. Bu işlemde, ortamın sıcaklığı son aşamanın 8 derece üzerinde tutulur, ancak 100 dereceden yüksek değildir. Son nem işlemenin sonunda, kurutma uygulanan ağaç, rejimin son aşaması tarafından öngörülen parametrelerde 2 ila 3 saat boyunca hücrelerde tutulmalıdır. Sonra kurutma odası durdurulur.
Bir kurutma odası üretimi
Kendi elinizle ahşap ürünler yapmaya karar verirseniz, sadece bir ağaç için bir kurutma kamerasına ihtiyacınız vardır. Bununla birlikte, kurutucunun inşası sırasında gerekli tüm normları gözlemleyin. Bir kamera, fan, yalıtım ve ısıtma cihazına ihtiyacınız var.
Bir kurutma makinesi inşa edin veya bir duvar ve tavanı betondan ve yalıtılması gereken odundan yapılmış diğer duvarları vurgulayın. Bunu yapmak için, birkaç katman oluşturmak gelenekseldir: bunlardan ilki, genellikle önceden folyoya sarılmış olan bir köpük, ikinci ahşap tahtalardır.

Bundan sonra, piller şeklinde yapılabilen ısıtma elemanı takılmalıdır. Pillerde su, 60-95 santigrat dereceye kadar ısınacağı bir sobadan servis edilmelidir. Bir ısıtma elementinde su pompaları kullanarak sürekli olarak su dolaşımı sağlamanız tavsiye edilir. Ayrıca, ahşap için ev yapımı bir kurutma odasında, ılık hava odası boyunca dağılıma katkıda bulunan bir fan yerleştirilmelidir.
Ahşabın kurutma odasına nasıl yükleneceğini düşünün. Yükleme seçeneklerinden biri bir demiryolu arabası olabilir. Kurutma odasının odasındaki nemi ve sıcaklığı ayarlamak için, karşılık gelen termometreler çalışma alanında ıslak ve kuru kullanılmalıdır. Çalışma alanını arttırmak için kurutucunun içindeki rafları sağlayın.
Kereste kurutma sürecinde, çalışma odasında keskin bir sıcaklık değişikliğine izin verilmez, aksi takdirde bu, ahşabın buruşuk olacağını veya içinde çatlaklar olacağını kışkırtacaktır. Bir kurutma odası inşa ederken, yangın gereksinimlerini gözlemlemek son derece önemlidir. Bu nedenle, kurutucunun hemen yakınında, yangın söndürücüleri başarısız olmadan takın.
Ve son olarak, evde bir ısıtma elemanı yerine, iki brülör için bir elektrik sobası kullanabileceğinizi unutmayın. Ahşap yongalar kullanarak kurutma odasının duvarlarını kendi ellerinizle yalıtabilirsiniz. Isının yüzeyinden iyi bir yansıma sağlayabilen bir köpük ile odada folyo yerine. Böyle bir kurutucuda, ahşap 1-2 hafta içinde önceden kurutulur.
Yorumlar
![]()
Strport İnşaat Portalı 2011-2018. Onarım, inşaat, yapı malzemeleri ile ilgili makaleler.
Siteden bilgileri kopyalamak yalnızca yayın ofisinin izni Veya kaynağa doğrudan bir bağlantı olduğunu belirtir. Yasal gerekçe
Eklerdim
18-20 saat içinde çok yüksek kalitede bir evlilik olmadan kereste kurutmanıza izin veren PVSK'nın vakum kurutma odalarının yüksek kaliteli kurutma baskasına ekleyeceğim. Bir vakum kurutma presinden sonra ahşap daha yoğundur, çürüme ürünleri tarafından korunur, ürünün üretimi sırasında nemi daha az emer ve iyi cilalanır.
Aşağıda yazılmış yorum
Aşağıda yazılan yorum zaten 2 farklı sitede tanıştım. Explorer :)
Nasıl ve ne yapmalı
Ve bir drenaj, kınama tesisatı nasıl ve ne yapmalı?