Son malzemelerin bolluğuna rağmen, duvarları duvar kağıdı ile yapıştırmak en çok ...
|
|
Kış için güvenli bir yer düzenleyen arıların önemli bir noktası, ... |
Cephenin kaplaması, binanın görünümünü ve onun ... |
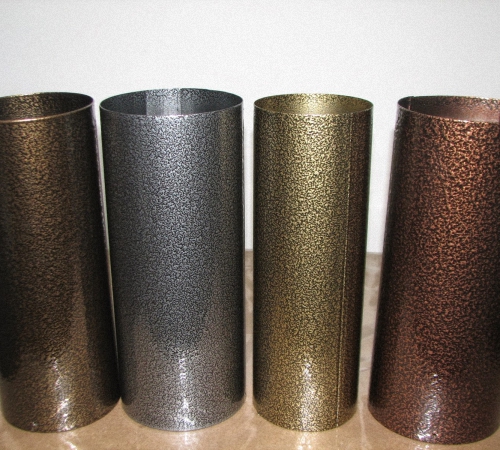
Metal Kapıların Toz Boyama

Kapıların toz resmi, pozitif elektrik yüküne sahip olan kuru boya malzemesinin mikroskobik parçacıklarının bir sonucu olarak teknolojik bir süreçtir. Şarj sürtünme ile veya dış ortamdan bir kaynaktan oluşur. İşlenen parça negatif bir yüke sahiptir, böylece toz üzerine yerleşir. Daha sonra, yüzey ısıtılır, uygulanan toz eritilir ve bir film şeklinde güvenilir bir kaplama oluşturulur. Boyama malzemesi uygulama yöntemi, metalden yapılmış yüzeylerin işlenmesi için uygundur.
İçindekiler:
- Toz kaplamanın avantajları
- Toz kaplamanın dezavantajları
- İş için ekipman seçimi
- Boyama için yüzeyin hazırlanması
- Toz Koyma Teknolojisi
- Uygulanan Toz Koyulması Pişirme
Toz kaplamanın avantajları
Renkleri klasik bir kaplama ile sıvı boya ile karşılaştırarak, toz boyamasının birçok avantajı tespit edilir:
- Çevresel Saflık. Toz, toksik ve ateş tehlikeli maddeler kullanılmadan yapılır.
- Ekonomi. Tozun tüketimi orta derecede gerçekleşir ve bir sonraki boyama için yüzeye yerleştirilen parçacıklar kalmaz.

- Kimyasal ve fiziksel etkilere karşı yüksek bir direnç.
- Yüzeydeki kaplamanın düzgün dağılımı.
- Bir astar uygulama ihtiyacının olmaması.
- İdeal kaplama, sadece bir tabaka boya ile yüzey işleme sırasında oluşur.
- Sıvı boyayı tedavi ederken hammadde kaybının toplam yüzdesi%40, toz ile yüzey işlemi olduğunda, bu gösterge%4'tür.
- Toz ile toplam çalışma süresi çok daha azdır, çünkü 1,5-2 saat sonra tamamen sabitlenir.
- Tozun boyama için depolanması, belirli koşullar oluşturmadan gerçekleştirilir.
- Toz ile boyanmış ürünler de çalışma ve taşıma koşullarında talep etmez.
- Yüzeyi tozla boyamak hiç zor değildir, bu özel beceriler gerektirmez.
- Toz ile boyama sırasında, toksik salgılarla zehirlenme hariç tutulur, çünkü basitçe yapmazlar.
Toz kaplamanın dezavantajları
Avantajlar listesinin tüm zenginliğiyle, toz boyalı boyamak da dezavantajları vardır.
- Boyama teknolojisi, plastik ve ahşabın yüzeyini bu şekilde işleme yeteneğini hariç tutan, tozun erime sıcaklığının 150-220 derece seviyesinde oluşturulmasını gerektirir.

- Toz kaplama sıradan sıvı boyadan daha yüksek bir maliyete sahiptir.
- Boyama ekipmanı dar bir daireye sahiptir. Küçük bir fırın geniş bir alanın kaplamasını işlemez. Küçük detaylarla çalışırken büyük bir fırın etkisizdir.
- İnce bir boya tabakası uygulama zorlukları.
- Düşük sıcaklıklarda, tozla iş yapmak zordur.
İş için ekipman seçimi
Çalışmaya başlamadan önce, tüm süreç için ekipman hazırlanır. En önemli cihaz özel bir kameradır, tüm boyama işleminin ana kısmı BT'de gerçekleştirilmiştir. Cihazın teknik özellikleri, işlenen parçanın malzemesi ve türüne göre seçilir.
Bu kamera aslında kameranın kendisinden, toz püskürtülür ve yüzme için sobadan oluşur. Metal kapıları kendi ellerinizle boyamanız planlanıyorsa, tüm bu birimleri satın almak gerekli değildir. Sıradan bir fırın, kaplamayı eritmek için de uygundur.

Odaya ek olarak, işlemde elektrik gücüne sahip bir tozlaştırıcı kullanılır. Bu tür modellerin sıkıştırılmış havayı açma fonksiyonuna sahiptir. Böyle bir silahın yokluğunda, yüksek basınç için bir çalışma filtresi ile donatılmış bir kompresör ile değiştirilir.
Metal kapıların toz boyama için oda seçimi de çok önemlidir. İyi aydınlatılmış, tercihen gün ışığı lambaları olmalıdır. Uygundurlar, çünkü işin performansı sırasında toz sıradan bir lambanın sıcak yüzeyine yapışmaz. İç koşullarda, bu tür işler için en uygun oda garajdır. İyi bir havalandırma sistemi donatılmalıdır.
Toz toplamak için bir başka önemli eleman cihazı kalıntıları. Malzemenin tasarrufuna yardımcı olur ve tüketimini minimumda azaltır. Bir iyileştirici bu amaç için çok uygundur, ancak sıradan bir elektrikli süpürge de uyarlanmıştır. Ancak elektrikli süpürgeyi kullanan çalışma sırasında, filtrelerinin tıkanmamasını sağlamak gerekir, katı filtreli modeller en uygun şekilde uygundur. Çalışmaya başlamadan önce, elektrik ağının durumu kontrol edilir, ağır yüklere dayanmalı ve iyi topraklamaya sahip olmalıdır.
Büyük parçaların resmi sırasında özel bir amaçlı taşıma sistemi kullanılır. Tüm işlem boyunca parçaların kolay hareketini sağlar. Endüstriyel ölçekte, böyle bir sistem süreci hızlandıran ve optimize eden bir konveyör prensibi üzerinde çalışır. Boyama için taşıma sistemi, raylarda hareket eden arabalar veya mekanizmalardır.
Boyama için yüzeyin hazırlanması
Parçaları boyama tozu ile işlerken, genellikle parçanın ön hazırlanmasına dikkat etmezler. Ancak, diğer herhangi bir bitirme veya onarım işinin uygulanmasında olduğu gibi, hazırlık daha fazla gerçekleştirilen işin kalitesi üzerinde büyük bir etkiye sahiptir. Aynı şey, giriş metalinin kapıları gibi bir parçanın işlenmesi için de geçerlidir. Toz boyama, çalışma yüzeyinin saflığına talep ediyor. Üzerinde mevcut tüm noktaları çıkarmak, kapıyı ve fosfatı bozmak gerekir. Bu önlem gerekli değildir, ancak metalin korozyona karşı direncini artırmaya ve yapışmayı iyileştirmeye yardımcı olacaktır.

Malzeme kimyasallar veya mekanik yöntemle temizlenir. Mekanik yöntem, bir çelik fırça veya taşlama için bir disk ile kapının temizlenmesidir. Yüzey temizliği, bir çözücü ile emprenye edilmiş temiz bir pamuklu malzeme parçası ile uygulanır. Kimya işlemede alkalin, asidik veya nötr maddeler kullanılır. Kullanımı en uygun maddenin, kirliliğin türüne, temizlenmiş malzemenin çeşitlerine ve toplam boyutuna bağlıdır.
Fosfat, yüzeye dönüştürülebilir bir alt katman uygulamaktadır. Püskürtmeyi yok eden ve tabandan ayrılmaya yol açan sıvı ve katı moleküllerin bir kaplama tabakası olasılığını dışlamak gerekir. Ayrıca, bu prosedür boyama tozunun metal ile birleştirilmesini geliştirir.
Pas, ölçek, oksit film izleri varsa, aşındırıcı veya kimyasal bir yöntemle çıkarılırlar. Aşındırıcı yöntem ayrıca küçük kum, fraksiyon taneleri kullanarak yüzeyi temizlemektir. Çelik, dökme demir, ceviz kabuğu ve benzer malzemelerden yapılmış granüller gibi daha büyük parçacıklar uygulanabilir. Parçacıklar, santrifüj kuvvet veya basınçlı hava akımı etkisi altında etkilenen alana gönderilir. Zorla, metale çarparak, en savunmasız yerlerini, yani kirliliğe sahip alanlarını devirir ve götürürler, kesintisiz malzeme dokunulmaz.
Kimya ile temizlik veya azot, hidroklorik, kükürt veya fosforik asit gibi ana bileşenle çözeltilerle etkilenen alanların çıkarılması. Bu tür çözümler, temiz alanların yok edilmesini yavaşlatan inhibitörler içerir. Bu yöntemin, çözeltinin kalıntısını malzemeden dikkatlice çıkarma ihtiyacında dezavantajı. Bunun için, satın alımı toplam iş maliyetini artıran özel yıkama aletleri kullanılır.
Pasivasyonun son aşaması. Bu prosedür, krom ve sodyum nitrat bağlantısı olan bir yüzey işlemidir. Bu işlem, işlemenin tüm aşamalarında korozyonu önlemek için gereklidir. Çözelti uygulandıktan sonra, parça kurumaya bırakılır, daha sonra toz boya uygulanmaya hazır kabul edilir.
Toz Koyma Teknolojisi
Hazırlık süreçlerini tamamladıktan sonra, metal kapılar doğrudan başlar. Bu prosedür profesyonel olarak özel bir odada gerçekleştirilir, onu yakalamak için ana fonksiyon yerleşmiş toz taneleri değildir. Böyle bir ünite bir filtre sistemi, titreşim, bunker ve emme sistemi ile donatılmıştır. Tozu kaplama yöntemi, topraklanmış elemana uygulanan elektrostatik püskürtme yüklü parçacıklardır. Tozu uygulamak için bir araç olarak, bir püskürtme tabancası hareket eder.

Metal kapıların boyama, bu işlem için bazı araç modifikasyonları ile bağımsız olarak gerçekleştirilir. Bu çalışmayı evde, kamerayı kullanmadan gerçekleştiren parça, kancada askıya alınır ve PSU'dan eksi ile birleştirilir. Gerekli voltajı yaratmak için bir jeneratör ve çarpana ihtiyacınız olacaktır. Kurulum için kablolar, 25 metrekarelik karşılık gelen voltajı seçer.
İş yapmak için tabanca bir cihaz yükleme tozu ile birleştirilir. Evde, bu amaç için sıradan bir plastik şişe kullanılır. İş havası sıkıştırılmalı ve kuru olmalıdır. Seçilen şişeye metal bir kapak yerleştirilir, malzeme iyi bir akım iletken olmalıdır. Kapakta birçok küçük delik yapılır, gerginlik sağlanacaktır. Ayrıca, şişenin plastik kenarlarına basarken her şey çok basit bir şekilde çalışır, bu da tozu kapağın deliklerinden iter ve tozun gerekli şarjı aldığı geçer.
Böyle bir cihaz modernizasyon için birçok fırsata sahiptir, ayrıca yukarıda açıklanan fikir, metal kapıların toz boyama için geleneksel bir püskürtücü donatmak için kullanılır. Aşağıdaki videoda böyle bir ev yapımı bir cihazı gösteriyor. Kapağa verilen voltajı ölçmek için, kıvılcım 2.5-3 cm mesafede atlarsa, voltaj gerekli parametrelere karşılık gelir. Kameraya gelince, yerini sıradan gazeteler, plastik bir film, bir elektrikli süpürge veya evde bir iyileştirici ile değiştirilir.
Uygulanan Toz Koyulması Pişirme
Boyama tozunu uygulama işleminin ana aşaması, tozun kendisi tarafından yüzeyin yüzeyinde değil, hazırlık işlemlerinde değildir. Kaplamanın oluşumunda en önemli ve önemli aşama. Formasyon sırasında kaplama eritilir, sertleştirilir ve sonra soğutulur. Bütün bunlar özel bir fırında veya kameradan geçer. Endüstride, amaçlarına bağlı olarak değişen bu cihazların çeşitli türleri kullanılır. Hanehalkı ölçeğinde, bu ünitenin yerini elektronik bileşenlere sahip sıradan bir kurutucu dolabı ile değiştirir.
Toz boyama sırasında yüzey oluşumu için dolaplar, cihazın içinde bir sıcaklık kontrol sistemi ile donatılmıştır. Ayrıca, pişirmenin sonunda ekipmanın otomatik olarak kapatılmasını yapılandırma fırsatına sahiptirler. Bu ekipman elektrik şoku, akaryakıt veya gazla güçlendirilir. Tasarımlarındaki sobalar yatay, dikey, ölü bir tane ve çok geçişe ayrılır.

Boyalı kısmı pişirmenin teknolojik süreci 150-220 ° C sıcaklıkta gerçekleşir. Zamanla yaklaşık 15-30 dakika sürer. Bu işlemin geçişinin bir sonucu olarak, yüzeyde bir film oluşur, yani toz polimerize edilir. Kamera sıcaklığı aynı seviyede tutmalıdır, aksi takdirde ürün eşit olarak ısınmaz ve boyama kalitesi gereksinimleri karşılamayacaktır. Pişirme modu, ürünün boyutuna, boya türüne ve fırının çeşitliine göre seçilir. Ürünü doğal olarak soğutun, açık havaya yerleştirin. Ürünün sıcaklığı gerekli seviyeye düştüğünde, tamamen hazır kabul edilir.
Evde, pembe ile toz boya ile kurutmak için detaylar olağan ısı dolabı tarafından uyarlanmıştır. Böyle bir cihazdaki sıcaklık 200 ° C'ye ulaşmalı ve işlem süresi 40-60 dakikaya yükselmelidir. Dolap, asbest veya mineral yünü ile içeriden iyice yalıtılmıştır. Tenas, ev yapımı bir fırında ısıtma elemanı olarak kullanılır. Parçaları eşit olarak ısıtmak için fırın bir konveksiyon cihazı ile donatılmıştır.
Yorumlar
![]()
Strport İnşaat Portalı 2011-2018. Onarım, inşaat, yapı malzemeleri ile ilgili makaleler.
Siteden bilgileri kopyalamak yalnızca yayın ofisinin izni Veya kaynağa doğrudan bir bağlantı olduğunu belirtir. Yasal gerekçe
Yıkama tozu boyalar
Interchimmet LLC'den çamaşır tozu boyaları
Timofeev Konstantin
Satış Departmanı Uzmanı LLC ‹Interchimmet›
Tel. (812) 449-21-95 (Dob. 120)
Tel. m. +7 (911) 839-76-22
195196, St.Petersburg,
st. Riga, 3
E-posta: ktimofeev@interchemmet.com
www.interchemmet.com