Gradnja kleti je odgovoren in zelo resen postopek. Od tega ...
|
|
Med različnimi talnimi oblogami je posebno mesto zasedeno v Parketu. To je tla ... |
Clinker ploščice za fasado zasedajo posebno mesto med konstrukcijo gradbeništva ... |
DIY polietilen cev varjenje

Cevi, ki so narejene iz polietilena, se bolj aktivno uporabljajo. Tehnične značilnosti takšnih izdelkov jim omogočajo, da se uporabljajo za potrebe proizvodnje in pri gradnji gospodinjskih cevovodov. Visoka kakovost po razmeroma nizki ceni polietilenskih cevi ustvarja stalno povpraševanje po njih. Poleg tega so v namestitvi in \u200b\u200bpovezavi preprosti. Razmislite, kako so domače cevi privarjene doma.
Zadovoljstvo:
Povezava polietilenskih cevi
Tisti, ki so se odločili, da bodo stari cevovod zamenjali s plastiko, bodo nedvomno cenili sodobno raznolikost vrst plastike. Toda po drugi strani je širok izbor povzročil določene težave, saj vsak pogled vase zahteva poseben odnos pri namestitvi. Cevi posebnega materiala - tako imenovani polietilen, ki je bil imenovan, so še posebej odporne na zunanje dejavnike in zanesljive.
Cevi, ki so narejene iz polietilena, se lahko uporabljajo za gradnjo tlaka in cevovoda, ki ni pritisk. Takšne cevi v domačem načrtu se najpogosteje uporabljajo za sestavljanje sistema za oskrbo z vodo. Za namestitev cevovoda z lastnimi rokami je pomembno, da domači mojstri poznajo parametre spojin polietilenskih cevi.

Glavne vrste spojin polietilenskih cevi: povezava z dodatnimi priključnimi elementi, imenovanimi okovja, zadnjica in električno varjenje. S snemljivimi povezavami je praviloma vse jasno. Detektivski spoji so običajni pri namestitvi notranjosti cevovoda. Polaganje cevi s pomočjo okovje je tako preprost postopek, da ga bo pridobila vsaka oseba, ki ima v tej zadevi najmanjše izkušnje.
Vendar izbira takšnih spojin omogoča izvajanje omejenega obsega dela, torej pri namestitvi vodnega sistema brez varjenja polietilenskih cevi z lastnimi rokami ne bo mogoče storiti. Kot vrsta kombinacije bo varjenje pomagalo ohraniti moč in prilagodljivost cevovoda. Na površini zemlje se lahko izvede še ena pomembna prednost namestitve cevi in \u200b\u200bnato prilega v jarek, na primer pa je tudi metoda Tactrand.
Pravila varjenja cevi
Tehnologija varilnih metod polietilenskih cevi je različna, vendar je znanih več temeljnih načel. Morali bi biti pozorni nanje in nadaljevali z varjenjem. Poglejmo jih podrobneje:

Polietilenske cevi morajo imeti enako debelino stene in enakega premera, da bi bili fizično in kemično združljivi (te podatke mora razjasniti proizvajalec).
- Konci cevi pred začetkom dela so podvrženi obveznemu čiščenju.
- Pri varilnih ceveh je priporočljivo zmanjšati vpliv zunanjih dejavnikov in vremenskih razmer:
- pri prenizkih temperaturah morate ogrevati prostor, kot je prikazano v videoposnetku o varjenju plastičnih cevi;
- v prisotnosti vetra in odsotnosti oken ustvarite oviro iz katerega koli materiala, kot je šotor;
- z obilico sončne svetlobe zaščitite varjene površine pred ravnimi žarki, da se izognete pregrevanju svojih posameznih krajev.
- Konci cevi, ki niso vključeni v varjenje
- Izključite se v procesu samega varjenja in med hlajenjem cevi na te izdelke.
Metode varjenja cevi
In takoj imate vprašanje, kakšna tehnologija za varjenje polietilenske cevi je bolj zaželena in katere na splošno so varilne cevi. Če boste kuhali cevi z lastnimi rokami, morate temeljito razumeti celoten postopek, materiale in opremo, ki se uporabljajo pri varilnih polietilenskih cevi. V varilni tehnologiji polietilenskih cevi ni nič zapletenega, ker so sodobni varilni stroji poenostavljeni za uporabo.
Padajoče varjenje
Talno varjenje ali kot se imenuje tudi sklopka, vključuje povezavo cevi s pomočjo posebnih armatur. Namestitve, kot so polietilenske cevi, priporočamo, da kupite z maržo v primeru napačnega varjenja, še posebej, če morate postopek opraviti prvič.
Za to metodo polietilenskega varjenja je priporočljivo pripraviti posebno opremo, ki je varilni stroj. Ročni varilni stroji so zasnovani za ročno varjenje cevi in \u200b\u200bokovje majhnih premerov - do 50 milimetrov. Kljub takšnim omejitvam se izdelujejo ročni varilni stroji za celotno paleto plastičnih cevi, ki so zasnovani za prazno varjenje z okovjem (do 125 milimetrov).
Obstajajo tudi mehanske varilne naprave, ki so namenjene mehaniziranem obrezovanju velikih premera polietilenskih cevi - od 40 milimetrov in še več, ko je sila kombiniranja cevi in \u200b\u200bprileganja odlična. Takšne naprave zagotavljajo hitrost in udobje pri izvajanju zvončnega varjenja polietilenskih cevi in \u200b\u200bvam omogočajo, da dosežete visokokakovosten varjeni sklep.

Za varjenje z zvoncem pripravite naslednje dodatke:
- Varilne šobe ali adapterji. Potrebujejo periodično zamenjavo zaradi obrabe teflonske prevleke. Za določen premer polietilenskih cevi je potreben par šobe ustreznega premera.
- Orodja za rezanje. Takšne stvari so potrebne za rezanje cevi pri polaganju cevovoda in za odstranjevanje aluminijaste plasti pred varjenjem iz armiranih cevi.
V tem primeru so v tem primeru zunanji del cevi in \u200b\u200bnotranjost opreme. Obe površini se segrejeta z varilno šobo, ki je sestavljena iz teh komponent: dorn polovica za ogrevanje prileganja in polovico rokava za ogrevanje konca cevi.
Na ta način se izvaja zvonec polietilenskih cevi. Varilni stroj je treba ogreti do želene temperature. Potrjevanje je postavljeno na postanek do postanka, v skladu z navodili za varjenje plastičnih cevi. Takšno dejanje praviloma zahteva rahlo napor. Obenem postavite konec rokava do konca polietilenske cevi. Naredite te manipulacije čim hitreje.

Ne pozabite, da je zunanji premer rokava nekoliko večji od notranjega premera cevi, notranji premer prileganja pa je nekoliko manjši od zunanjega premera Dorna. Prekomerna zunanja plast cevi med ogrevanjem se stopi in stisne v obliki valja, ki se imenuje grata. Zmanjšanje premera cevi omogoča šobo, namenjeno varjenju.
Na podoben način je tudi Grat stisnjen na namestitev, kar omogoča, da se z Dornom v celoti združi. Deli se premaknejo v steno ogrevalne šobe, dokler se ne ustavi. Ta trenutek se mora počutiti z vašo roko, zelo pomembno je, ko se zgodi, da ustavite kakršen koli pritisk na podrobnosti. Poleg tega je treba podrobnosti hraniti v tem položaju za potreben čas.
Ob izteku dodeljenega obdobja morate hitro odstraniti namestitev, nato odstraniti cev iz šobe in združiti dve podrobnosti do zaustavitve. Po hlajenju boste prejeli cel plastični del. Po tem je druga cev privarjena na drugi konec opreme. Če nameravate za varilne cevi uporabljati samo enkrat, je bolj priporočljivo, da jih ne kupite iz gospodarskega položaja, ampak jih najamete. Tako lahko znižate ceno varjenja plastičnih cevi.

Kakovost povezave bo neposredno odvisna od pravilnosti izvedenih manipulacij. Z varjenjem polietilenskih cevi so najpogosteje dovoljene napake. Prvi med njimi med kombinacijo ni v celoti vstavljen v opremljanje, zaradi česar se oblikuje vrzel med notranjim poudarkom in cevjo. Ta spojina je videti navadna, vendar znotraj odseka z velikim notranjim premerom cevi in \u200b\u200bnastaja spodnja debelina stene.
Pri kombiniranju podrobnosti nepotrebna prizadevanja izzovejo tudi težave, povezane z zanesljivostjo povezave. Torej, znotraj cevi pod pritiskom ustavljanja vgradnje, se oblikuje odvečna grata, ki bo v prihodnosti ustvarila oviro za tok plina ali vode.
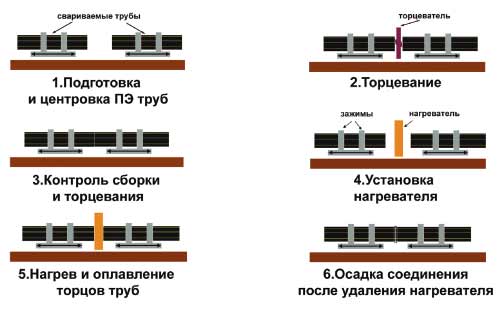
Varjenje cevi
Najbolj priljubljen je tehnološki zemljevid varjenja polietilenskih cevi VSOK. Z izbiro te tehnike varjenja lahko znatno zmanjšate uporabo električne energije. Poleg tega varjenje cevi VSOK ne potrebuje uporabe težke opreme, ki olajša namestitvena dela.
Cevi, ki imajo debelino sten več kot 5 milimetrov in premer več kot 50 milimetrov, so varjene s to tehniko. Blagovna znamka polietilena elementov, privarjenih drug na drugega, mora biti enaka. Zato je pred izdelavo zadnjičnega varjenja vredno razvrstiti cevi in \u200b\u200boblikovane dele v zabavah. Zaželeno je variti cevi, ki se sprostijo v eni seriji. Poleg tega testiranje cevi za elipičnost ne bo odveč.
Osnova tehnologije je segrevanje koncev cevi s pomočjo orodja za ogrevanje pred postopkom taljenja. Pri povezovanju cevi v tem stanju se povezava delov pojavi na molekularni ravni. Varjenje z ritmi se izvaja v območju od minus 15 stopinj do plus 45 stopinj Celzija.
Pri varjenju polietilenskih cevi se vprašanje takoj postavi vprašanje: koliko odrezati cevi. Navsezadnje se bo segment cevi na koncu zmanjšal za razdaljo varjenja. Poiščite to v navodilih za varjenje plastičnih cevi ali izmerite parno šobo na orodju. Ta razdalja bo drugačna za različne premere cevi. Na primer, za 20 milimetrov cevi je ta razdalja 14,5 milimetra, za cev 32 milimetrov 18 milimetrov.
Poleg tega je priporočljivo uporabiti oznako pred varjenjem vsakega dela vode, tako da cev nenehno ne meri in ponovljivosti varjenja. Spojine bodo po videzu enake, napor za oblačenje in odstranjevanje praznin iz preddirane šobe bo predvidljivo.
Zadeva varjenja polietilenske cevi leži v segrevanju koncev varjenih elementov v viskozno stanje in njihovo povezavo pod pritiskom. Konce cevi je treba togo pritrditi v ključavnicah posebnega aparata, med njimi je nameščena ogrevalna plošča. Pritisnite konce na štedilnik z določenim pritiskom in zdržite pred postopkom taljenja.

Čas ogrevanja je odvisen od premera polietilenskih cevi in \u200b\u200bmoči uporabljenega aparata. Ko dosežete zahtevano raven ogrevanja, odstranite ploščo in priključite cevi na cev, medtem ko morate na njih pritiskati. Zdaj še vedno čaka, da se polimerni material popolnoma ohladi.
Da se varjenje polietilenskih cevi v VSOK pojavi čim hitreje in natančno, morate uporabiti naprave s hidravličnim ali mehanskim pogonom. Najbolj napredne naprave imajo nadzor nad programsko opremo.
Uporaba takšne naprave odlikuje celoten seznam prednosti: samodejni nadzor postopka, ki izključuje učinek človeškega faktorja in možnost natančnega izračuna časa, ki je potreben za varjenje načrtovanega števila cevi.
Elektromoft varjenje cevi
Electrumoft varjenje polietilenskih cevi se uporablja za cevi različnih debeline sten in različnih premerov, ko namestite cevovod za odtočne sisteme in gravitacijsko kanalizacijo, ki ni pritisk, se vstavi v trenutni cevovod in popravilo obstoječih cevi.
Postopek varilnih cevi z uporabo elektromatov se izračuna pri pridobivanju varjenih spojev, ki zdržijo tlak do 16 atmosfere. Elektromoftske spojine so v primerjavi z najdražjim varjenjem, stroški varilnih polietilenskih cevi v tem primeru pa se povečajo.
Za izvedbo električne tekočine boste potrebovali posebne oblike, na primer električni varilni okovji s hipotekarnim električnim grelnikom, ki ogreje konce cevi. Če se odločite za izdelavo elektromoftskega varjenja polietilenskih cevi, morate ravnati v skladu s takšnimi navodili. Za začetek pripravite potrebne podrobnosti in očistite tudi mesto, kjer boste opravljali delo, izberite možnosti varjenja, odvisno od velikosti cevi in \u200b\u200bvgrajenih delov.

Potem je vredno temeljito očistiti notranjo površino električnega flutusa in površino priključenih cevi iz onesnaževalcev. Za čiščenje in hkratno razmaščevanje je priporočljivo uporabljati prtičke, ki so nasičeni z lahkoto tekočino, na primer alkohol.
Konci varjenih cevi je treba skrbno in enakomerno obrezati, da se prepreči staljena polietilenska cev, ki teče v notranjosti. Odstranite oksidirano plast s površine cevi. Okside, ki nastanejo med proizvodnjo cevi, lahko odstranite z mehansko, s čiščenjem s posebnimi strgali.
Cevi pritrdite v položaje, medtem ko nadzirajo njihovo poravnavo. Če želite dodatno zaščititi sklepe pred prahom pred prahom, je običajno uporabljati navijanje z lepljivim trakom. Odprti konci cevi so zaprti s čepi, da se prepreči neproduktivna izguba toplote. Uporabiti je treba Eletromoftove sklepe, zaradi česar se bo prileganje ogrelo, varilne cevi.

Ves čas varjenja polietilenskih cevi, vključno s časom hlajenja, je treba cev z oblikovanim delom togo pritrditi in pri varjenju ostati negibno. Ne pozabite na varnostne ukrepe med varjenjem. Še posebej ob upoštevanju majhnih izkušenj z varjenjem polietilenskih cevi, tudi če menite, da je postopek enostaven in preprost.
Nadzor kakovosti šivov
Obvezen del postopka za varilne polietilenske cevi je nadzor kakovosti izvedenih spojin. Obdelavo cevi lahko nadaljujete v prihodnosti šele po pregledu vseh opravljenih spojin. Izvedeni šivi morajo biti v skladu z uveljavljenimi tehničnimi zahtevami, šele takrat je povezavo lahko samozavestno prepoznati kot visoko kakovost.
Cevovod, sestavljen iz polietilenskih cevi s kvalitativno izvedenimi sklepi, bo trajal nekaj desetletij, ne da bi potreboval dodatno vzdrževanje in popravilo. Tu so osnovne zahteve in parametri plastičnih cevi, ki so predstavljeni kakovosti šiva med vizualnim pregledom:
- Povezava na površini cevi ne bi smela biti videti kot padli žleb, to pomeni, da je ne smete postavljati pod splošno raven cevovoda.
- Pomembno je, da prenesete poravnavo cevi. Premik varjenih proizvodov je dovoljen, vendar ne več kot 10% debeline stene. Če na primer varite cevi s stenami, ki imajo debelino 5 milimetrov, vrednost premika ne sme presegati 0,5 milimetra.
- Omejena je tudi višina valjev, ki tvorijo znotraj plastičnih cevi in \u200b\u200bzunaj na njihovi površini. Pri varjenju cevi z debelino 5 milimetrov višina valja ne sme presegati 2,5 milimetra. Če je debelina sten cevi 6-20 milimetra, mora biti višina valja omejena na 5 milimetrov.
Tako se polietilenske cevi pogosto uporabljajo za sestavljanje cevovodov za različne namene. Pri delu v hiši ali stanovanju je povsem mogoče variti z lastnimi rokami plastičnih cevi. Glede na velikost cevi in \u200b\u200bnamen cevovoda je izbrana metodologija varjenja in ne bo težko obvladati tehnologije tega dela. Dovolj je preučiti teoretična priporočila in omejitve postopka, po katerem lahko varno začnete s prakso!
Komentarji
![]()
Strport Construction Portal 2011-2018. Članki o popravilu, gradnji, gradbenih materialih.
Kopiranje informacij s spletnega mesta je možno le z dovoljenje uredništva Ali označevanje neposredne povezave do vira. Pravna utemeljitev
To je industrijska metoda
To je industrijska metoda varjenja, doma je le milijon opreme, doma ne kako uporabljati. Verjetno se morate vsaj šest mesecev naučiti variti takšno opremo. Enako cev lahko varimo s sušilcem za lase ali industrijsko pištolo vročega zraka, vendar bo trajalo veliko časa.