Kljub številčnosti zaključnih materialov ostaja lepljenje sten z ozadjem najbolj ...
|
|
Pomembna točka plemenskih čebel, ki urejajo varno mesto za prezimovanje, ... |
Konec fasade je zelo pomemben postopek, ki določa videz stavbe in njenega ... |
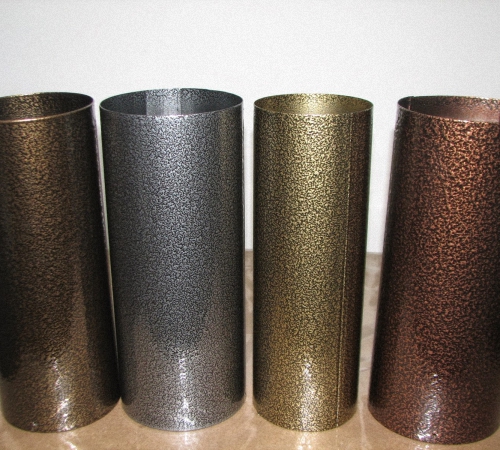
Slikanje v prahu kovinskih vrat

Pobarvanje v prahu je tehnološki proces, zaradi česar se pojavljajo mikroskopski delci suhega materiala, ki ima pozitiven električni naboj. Naboj se tvori s trenjem ali iz vira iz zunanjega okolja. Obdelani del ima negativen naboj, tako da se prah na njem usede. Nato se površina segreje, nanese se v prahu in se ustvari zanesljiva prevleka v obliki filma. Ta način uporabe barvnega materiala je primeren za obdelavo površin iz kovine.
Kazalo:
- Prednosti praškaste prevleke
- Slabosti praškaste prevleke
- Izbira opreme za delo
- Priprava površine za slikanje
- Tehnologija praškaste prevleke
- Peka nanesenega praškasta prevleka
Prednosti praškaste prevleke
Če primerjamo barvanje s klasično prevleko s tekočo barvo, se odkrije veliko prednosti obarvanja v prahu:
- Okoljska čistost. Prašek je narejen brez uporabe strupenih in požarnih nevarnih snovi.
- Ekonomija. Poraba praška se pojavi zmerno in ne delci, naseljeni na površini, ostanejo za naslednje obarvanje.

- Velika odpornost na kemične in fizične vplive.
- Enakomerna porazdelitev prevleke na površini.
- Odsotnost potrebe po uporabi temeljnega premaza.
- Idealna prevleka se oblikuje, ko površinska obdelava samo z eno plastjo barve.
- Skupni odstotek izgube surovin pri zdravljenju tekoče barve je 40%, pri površinski obdelavi s prahom, ta indikator je 4%.
- Skupni delovni čas s prahom je veliko manj, saj je po 1,5-2 urah popolnoma pritrjen.
- Skladiščenje praška za barvanje se izvaja brez ustvarjanja določenih pogojev.
- Izdelki, pobarvani s prahom, prav tako ne zahtevajo pogojev obratovanja in prevoza.
- Sploh s prahom sploh ni težko pobarvati površine, to ne zahteva posebnih znanj.
- Med obarvanjem s prahom je zastrupitev s strupenimi izločki izključena, saj preprosto ne.
Slabosti praškaste prevleke
Z vsem bogastvom seznama prednosti ima slikarstvo s prašno barvo svoje pomanjkljivosti.
- Tehnologija obarvanja zahteva ustvarjanje temperature taljenja praška na ravni 150-220 stopinj, kar izključuje sposobnost predelave površine plastike in lesa na ta način.

- Praškast prevleka ima višji stroški kot navadna tekoča barva.
- Oprema za barvanje ima ozek krog. Majhna peč ne bo obdelala prevleke velikega območja. Velika peč je pri delu z majhnimi podrobnostmi neučinkovita.
- Težave pri uporabi tanke plasti barve.
- Pri nizkih temperaturah je težko opraviti delo s prahom.
Izbira opreme za delo
Pred začetkom dela je oprema pripravljena za celoten postopek. Najpomembnejša naprava je posebna kamera, glavni del celotnega postopka obarvanja se izvaja v njej. Tehnične značilnosti naprave so izbrane v skladu z materialom in vrsto dela obdelanega dela.
Ta kamera je dejansko sestavljena iz same kamere, v njej je razpršen prašek, štedilnik pa za plavanje. Če je namenjeno slikanju kovinskih vrat z lastnimi rokami, potem ni treba kupiti vseh teh enot. Navadna pečica je primerna tudi za taljenje prevleke.

Poleg komore se v postopku uporablja pulverizer z električno energijo. Takšni modeli imajo funkcijo vklopa stisnjenega zraka. Če takšne pištole ni, ga nadomesti kompresor, ki je opremljen z delovnim filtrom za visok tlak.
Zelo pomembna je tudi izbira prostora za barvanje v prahu kovinskih vrat. Morala bi biti dobro osvetljena, po možnosti svetilke dnevne svetlobe. Primerni so, ker se med opravljanjem dela prašek ne bo držal vroče površine navadne svetilke. V domačih pogojih je optimalna soba za takšno delo garaža. Dober prezračevalni sistem mora biti opremljen.
Ostane še ena pomembna naprava za zbiranje prahu. Pomaga prihraniti material, kar zmanjša svojo porabo na minimum. Za ta namen je zelo primeren rekuperator, vendar je prilagojen tudi navaden sesalnik. Toda med delom, ki uporablja sesalnik, je treba zagotoviti, da se njegovi filtri ne zamašijo, modeli s trdnim filtrom so optimalno primerni. Pred začetkom dela se stanje električnega omrežja preveri, mora prenesti težke obremenitve in imeti dobro ozemljitev.
Med barvanjem velikih delov se uporablja poseben sistem transportnega sistema. Omogoča enostavno gibanje delov v celotnem postopku. V industrijskem obsegu tak sistem deluje na načelu transporterja, ki pospeši in optimizira postopek. Transportni sistem za barvanje so vozički ali mehanizmi, ki se gibljejo po tirnicah.
Priprava površine za slikanje
Pri predelavi delov z obarvanim prahom pogosto niso pozorni na predhodno pripravo dela. Toda, tako kot pri vseh drugih končnih ali popravilnih delih, tudi priprava velik vpliv na kakovost dela, ki je bila opravljena še naprej. Enako velja za obdelavo takega dela, kot so vrata vhodne kovine. Slikanje v prahu zahteva čistost delovne površine. Potrebno je odstraniti vse točke, ki so na njem, razmaščeni vrat in fosfat. Ta ukrep ni potreben, vendar bo pomagal povečati odpornost kovine na korozijo in izboljšati adhezijo.

Material se očisti s pomočjo kemikalij ali z mehansko metodo. Mehanska metoda je čiščenje vrat s krtačo jekla ali diska za mletje. Čiščenje površine je uporabno s čistim kosom bombažnega materiala, impregniranega s topilom. Pri predelavi kemije se uporabljajo alkalne, kisle ali nevtralne snovi. Katera snov je optimalna za uporabo, je odvisno od vrste onesnaženja, sort očiščenega materiala in njegove skupne velikosti.
Fosfatiranje na površino nanese kabrioletni podplat. Izključiti je treba verjetnost plasti prevleke tekočih in trdnih molekul, ki uničujejo brizganje in vodijo do odvajanja od baze. Prav tako ta postopek izboljša priključitev obarvanja v prahu s kovino.
Če obstajajo sledi rje, lestvice, oksidnega filma, potem jih odstranijo z abrazivno ali kemično metodo. Abrazivna metoda je tudi čiščenje površine z majhnimi zrni peska, frakcije. Uporabljajo se večji delci, kot so zrnca iz jekla, litega železa, orehove lupine in podobnih materialov. Delci se pod vplivom centrifugalne sile ali toka stisnjenega zraka pošljejo na prizadeto območje. S silo, ki udarjajo v kovino, podrnejo in odvzamejo svoja najbolj ranljiva mesta, to je območja z onesnaženjem, medtem ko neprekinjeni material ostane nedotaknjen.
Čiščenje s kemijo ali odstranjevanje jedkanja prizadetih območij z raztopinami s tako glavno komponento, kot so dušik, klorovoriko, žveplo ali fosforna kislina. Takšne rešitve vsebujejo zaviralce, ki upočasnijo uničenje čistih območij. Slabost te metode v potrebi po skrbnem odstranjevanju ostankov raztopine iz materiala. Za to se uporabljajo posebna orodja za pranje, katerih pridobitev poveča skupne stroške dela.
Zadnja faza pasivacije pripravkov. Ta postopek je površinska obdelava s povezavo kroma in natrijevega nitrata. Ta postopek je potreben za preprečevanje korozije v vseh fazah obdelave. Po nanosu raztopine se del pusti, da se posuši, nato pa se šteje za pripravljeno za nanašanje barve v prahu.
Tehnologija praškaste prevleke
Ko so zaključili pripravljalne procese, se kovinska vrata začnejo neposredno. Ta postopek se profesionalno izvaja v posebni komori, glavna funkcija, ki ga zajame, da ni ustaljena zrna prahu. Takšna enota je opremljena s filtrirnim sistemom, vibracijami, bunkerjem in sesalnim sistemom. Že sam način prekrivanja prahu je elektrostatični razprševalni delci, naneseni na ozemljeni element. Kot orodje za uporabo prahu deluje razpršilna pištola.

Slikanje kovinskih vrat se neodvisno izvaja z nekaj spremembami orodij za ta postopek. To delo opravlja doma, ne da bi uporabili kamero, je del preprosto suspendiran na kljuki in kombiniran z minus iz PSU. Če želite ustvariti potrebno napetost, boste potrebovali generator in množitelj. Žice za namestitev izberejo ustrezno napetost 25 kvadratnih metrov.
Pištola za opravljanje dela je kombinirana s prahom za nalaganje naprave. Doma se v ta namen uporablja navadna plastična steklenica. Zrak za delo je treba stisniti in posušiti. Kovinski pokrov je postavljen na izbrano steklenico, material mora biti dober tok. V pokrovu je narejenih veliko majhnih lukenj, na voljo bo napetost. Poleg tega vse deluje zelo preprosto, ko pritiskate na plastične strani steklenice, ustvari padec tlaka, ki potisne prašek skozi luknje pokrova in skozi katero prah sprejema potreben naboj.
Takšna naprava ima veliko priložnosti za modernizacijo, tudi zgoraj opisana ideja se uporablja za opremljanje običajnega razpršilca \u200b\u200bza praško barvanje kovinskih vrat. Spodnji video prikazuje ravno tako domačo napravo. Za merjenje napetosti, dobavljene na pokrov, ga pripeljemo na dele, če iskra skoči na razdalji 2,5-3 cm, potem napetost ustreza potrebnim parametrom. Kar zadeva kamero, ga nadomeščajo navadni časopisi, plastični film, sesalnik ali rekuperator doma.
Peka nanesenega praškasta prevleka
Glavna faza v postopku uporabe obarvanega prahu ni v pripravljalnih procesih in ne na površini površine s samim prahom. Najpomembnejša in ključna faza nastajanja prevleke. Med tvorbo se prevleka topi, utrdi in nato ohladi. Vse to poteka v posebni peči ali kameri. V industriji se uporabljajo različne vrste teh naprav, ki se razlikujejo glede na njihov namen. Na gospodinjski lestvici to enoto nadomesti navadna omara za sušenje z elektronskimi komponentami.
Omare za tvorbo površin med obarvanjem v prahu so opremljene s sistemom za nadzor temperature znotraj naprave. Prav tako imajo možnost konfiguriranja samodejnega izklopa opreme na koncu peke. Takšno opremo poganja električni udar, kurilno olje ali plin. Peči v njihovi zasnovi so razdeljene na vodoravne, navpične, mrtvega -zaend -one in več.

Tehnološki postopek pečenja poslikanega dela poteka pri temperaturi 150-220 ° C. Sčasoma traja približno 15-30 minut. Zaradi prehoda takšne obdelave se na površini oblikuje film, torej prah je polimeriziran. Kamera mora ohraniti temperaturo na isti ravni, sicer se izdelek ne bo enakomerno ogrel in kakovost barvanja ne bo izpolnjevala zahtev. Način peke je izbran v skladu z velikostjo izdelka, vrsto barve in raznovrstno pečjo. Izdelek ohladite naravno in ga postavite na prožen zrak. Ko se je temperatura izdelka znižala na zahtevano raven, se šteje za popolnoma pripravljeno.
Doma za sušenje z roza s prašno barvo podrobnosti prilagodijo običajna toplotna omara. Temperatura v takšni napravi mora doseči 200 ° C, čas obdelave pa se poveča na 40-60 minut. Omara je od znotraj temeljito izolirana z azbestom ali mineralno volno. Tenas se uporabljajo kot ogrevalni element v domači peči. Za enakomerno ogrevanje delov je peč opremljena s konvekcijsko napravo.
Komentarji
![]()
Strport Construction Portal 2011-2018. Članki o popravilu, gradnji, gradbenih materialih.
Kopiranje informacij s spletnega mesta je možno le z dovoljenje uredništva Ali označevanje neposredne povezave do vira. Pravna utemeljitev
Pralne praške barve
Pralne praške barve iz Interchimmet LLC
Timofeev Konstantin
Specialist prodajnega oddelka LLC ‹Interchimmet›
Tel. (812) 449-21-95 (Dob. 120)
Tel. m. +7 (911) 839-76-22
195196, Sankt Petersburg,
ST. Riga, 3
E-pošta: ktimofeev@interchemmet.com
www.interchemmet.com