Konštrukcia suterénu je zodpovedným a veľmi vážnym procesom. Od tohto ...
|
|
Medzi rôznymi podlahami je špeciálne miesto obsadené Parquetom. Toto je podlaha ... |
Clinkerové dlaždice pre fasádu zaberajú špeciálne miesto medzi výstavbou ... |
DIY polyetylénové potrubie zváranie

Potrubia, ktoré sú vyrobené z polyetylénu, sa používajú aktívnejšie. Technické charakteristiky takýchto výrobkov im umožňujú používať ich na výrobné potreby a v procese budovania potrubí domácností. Vysoká kvalita za relatívne nízku cenu polyetylénových potrubí vytvára stabilný dopyt po ne. Okrem toho sú jednoduché v inštalácii a pripojení. Zvážte, ako sú plastové potrubia zvárané doma.
Obsah:
- Spojenie polyetylénových rúrok
- Pravidlá zvárania potrubia
- Metódy zvárania potrubia
- Kontrola kvality švov
Spojenie polyetylénových rúrok
Tí, ktorí sa rozhodli nahradiť starý plynovod plastom, nepochybne oceňujú modernú rozmanitosť druhov plastu. Na druhej strane však široký sortiment spôsobil určité ťažkosti, pretože každý pohľad na seba vyžaduje pri inštalácii osobitný vzťah. Potrubia špeciálneho materiálu - So -zavolaný šité polyetylén sú obzvlášť odolné voči vonkajším faktorom a spoľahlivé.
Potrubia, ktoré sú vyrobené z polyetylénu, sa môžu použiť na výstavbu tlakového a netlakového potrubia. Takéto potrubia v domácom pláne sa najčastejšie používajú na zostavenie systému prívodu vody. Na inštaláciu potrubia vlastnými rukami je dôležité, aby domáci majstri poznali parametre zlúčenín polyetylénových potrubí.

Hlavné typy zlúčenín polyetylénových potrubí: pripojenie pomocou ďalších spojovacích prvkov nazývaných armatúry, zadok a zváranie elektriny. S odnímateľnými spojeniami je spravidla jasné. Pri inštalácii vnútornej strany potrubia sú detektívne spojy obvyklé. Položenie rúrok pomocou príslušenstva je taký jednoduchý postup, že ich získa každá osoba, ktorá má v tejto veci najmenšie skúsenosti.
Výber takýchto zlúčenín vám však umožňuje vykonávať obmedzený rozsah práce, a preto pri inštalácii systému zásobovania vodou bez zvárania polyetylénových potrubí s vlastnými rukami nebude možné. Ako typ kombinácie zváranie pomôže udržať silu a flexibilitu potrubia. Ďalšou dôležitou výhodou inštalácie potrubí je možné vykonať na povrchu Zeme a potom sa zmestiť do priekopy a tiež je tiež metóda tactrandu.
Pravidlá zvárania potrubia
Technológia metód zvárania polyetylénových potrubí je iná, ale je známe niekoľko základných princípov. Mali by im venovať pozornosť a pokračovať v akomkoľvek zváraní. Pozrime sa na ne podrobnejšie:

Polyetylénové potrubia by mali mať rovnakú hrúbku steny a rovnaký priemer, aby boli kompatibilné fyzicky a chemicky (výrobca by mal tieto informácie objasniť).
- Konce rúr pred začatím práce podliehajú povinnému čisteniu.
- Pri zváraní potrubia sa odporúča minimalizovať vplyv vonkajších faktorov a poveternostných podmienok:
- pri príliš nízkych teplotách musíte zohriať miestnosť, ako je to znázornené na videu o zváraní plastových rúr;
- v prítomnosti vetra a neprítomnosti okien vytvorte bariéru z akéhokoľvek materiálu ako stan;
- s množstvom slnečného žiarenia chráňte zvárané povrchy pred priamymi lúčmi, aby ste predišli prehriatiu svojich jednotlivých miest.
- Konce rúrok, ktoré sa nezúčastňujú na zváraní, sa odporúča uzavrieť zátkami, pretože prietok studeného vzduchu je schopný znížiť teplotu zváraných oblastí pod potrebnou (s výnimkou prípadov, keď sa vykonáva studené zváranie polyetylénových potrubí) .
- Vylučujte v procese samotného zvárania a počas chladenia potrubí akékoľvek mechanické vplyvy na tieto výrobky.
Metódy zvárania potrubia
A okamžite máte otázku, akú technológiu na zváranie polyetylénovej rúrky je preferovanejšia a ktorá je vo všeobecnosti zváracie potrubia. Ak sa chystáte variť potrubia vlastnými rukami, mali by ste dôkladne pochopiť celý postup, materiály a vybavenie, ktoré sa používajú vo zváraní polyetylénových rúr. V technológii zvárania polyetylénových potrubí nie je nič komplikované, pretože moderné zváracie stroje sú na použitie zjednodušené.
Zváranie
Zváranie mletí alebo ako sa tiež nazýva väzba, zahŕňa spojenie potrubí pomocou špeciálnych tvaroviek. Ponity, rovnako ako polyetylénové rúry, sa odporúčajú kúpiť s maržou v prípade nesprávneho zvárania, najmä ak musíte postup vykonať prvýkrát.
Pre túto metódu zvárania polyetylénu sa odporúča pripraviť špeciálne vybavenie, ktoré je zváracím strojom. Manuálne zváracie stroje sú navrhnuté na manuálne zváranie potrubí a armatúry malých priemerov - až 50 milimetrov. Napriek takýmto obmedzeniam sa manuálne zváracie stroje vyrábajú pre celú škálu plastových rúr, ktoré sú určené na prázdne zváranie s príslušenstvom (až 125 milimetrov).
Existujú tiež mechanické zváracie zariadenia, ktoré sú určené na mechanizované orezávanie polyetylénových potrubí s veľkým priemerom - od 40 milimetrov a viac, keď je sila kombinovania potrubí a armatúry skvelá. Takéto zariadenia poskytujú rýchlosť a pohodlie pri vykonávaní zvárania polyetylénových potrubí a umožňujú vám dosiahnuť vysoko kvalitný zváraný kĺb.

V prípade zvárania Bell -thaped pripravte nasledujúce príslušenstvo:
- Zváracie dýzy alebo adaptéry. Potrebujú periodickú náhradu kvôli opotrebovaniu teflónového povlaku. Pre určitý priemer polyetylénových potrubí je potrebný pár trysiek zodpovedajúceho priemeru.
- Nástroje na rezanie. Takéto veci sú potrebné na rezanie potrubí pri položení potrubia a na odstránenie hliníkovej vrstvy pred zváraním z vystužených potrubí.
Hodné povrchy sú v tomto prípade vonkajšou časťou potrubia a vnútornej časti kovárne. Oba povrchy sú zahrievané zváracou dýzou pozostávajúcou z týchto komponentov: Dorn polovica na zahrievanie armatúry a polovicu rukávu na zahrievanie konca potrubia.
Zvonka polyetylénových potrubí sa vykonáva týmto spôsobom. Zvárací stroj by sa mal zahriať až na požadovanú teplotu. Karma je zaradená na zastávku podľa pokynov na zváranie plastových rúr. Takáto akcia si spravidla vyžaduje mierne úsilie. Zároveň položte na koniec rukávu koniec na koniec polyetylénovej rúrky. Tieto manipulácie robte čo najrýchlejšie.

Pamätajte, že vonkajší priemer rukávu je o niečo väčší ako vnútorný priemer potrubia a vnútorný priemer montáže je o niečo menší ako vonkajší priemer Dorn. Prebytočná vonkajšia vrstva potrubí počas zahrievania sa roztaví a vytlačí vo forme valca, ktorý sa nazýva grata. Zníženie priemeru potrubí umožňuje trysku určenú na zváranie.
Podobným spôsobom sa GROT tiež vytlačí na montáži, čo jej umožňuje úplne kombinovať Dorn. Časti sa presunú do steny vykurovacej dýzy, až kým sa nezastaví. Tento moment sa musí cítiť pri vašej ruke, je veľmi dôležitý, keď dôjde k zastaveniu akéhokoľvek tlaku na detaily. Podrobnosti by sa mali ďalej uchovávať v tejto pozícii na potrebný čas.
Po uplynutí pridelenej periódy musíte rýchlo odstrániť armatúru, potom odstrániť potrubie z dýzy a kombinovať dva detaily do zastávky. Po ochladení dostanete celú plastickú časť. Potom je druhé potrubie privarené na druhý koniec vybavenia. Ak plánujete používať rúry na zváracie potrubia iba raz, je vhodnejšie ich nekupovať z ekonomickej pozície, ale prenajať si ich. Takže môžete znížiť cenu zvárania plastových potrubí.

Kvalita spojenia bude priamo závisieť od správnosti vykonaných manipulácií. Pri zváraní polyetylénových potrubí je najčastejšie povolené chyby nasledujúcej povahy. Prvý z nich počas kombinácie nie je úplne zavedený do vybavenia, vďaka čomu je medzera vytvorená medzi vnútorným dôrazom a potrubím. Táto zmes vyzerá obyčajná, ale vo vnútri sekcie s veľkým vnútorným priemerom potrubí a vytvára sa hrúbka dolnej steny.
Pri kombinácii detailov nepotrebné úsilie vyvoláva aj problémy spojené so spoľahlivosťou spojenia. Takže vo vnútri potrubia pod tlakom zastavenia kovovania sa vytvorí prebytočná grata, ktorá v budúcnosti vytvorí prekážku plynu alebo vody.
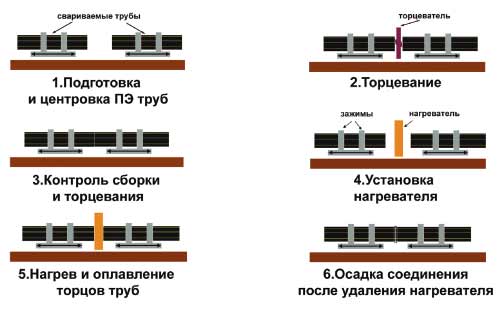
Zváranie potrubí sú
Najobľúbenejšia je technologická mapa zvárania polyetylénových rúr vstok. Výberom tejto techniky zvárania môžete výrazne znížiť využívanie elektriny. Okrem toho zváranie potrubí VSTOK nevyžaduje použitie ťažkých zariadení, ktoré uľahčuje inštalačné práce.
Touto technikou sú zvárané potrubia, ktoré majú hrúbku stien viac ako 5 milimetrov a priemer viac ako 50 milimetrov. Značka polyetylénu prvkov privarených navzájom by mala byť rovnaká. Preto pred zváraním zadku sa oplatí triediť potrubia a tvarované časti na stranách. Je lepšie zvárať potrubia, ktoré sa uvoľňujú v jednej dávke. Okrem toho nebude testovanie potrubí na elipiness zbytočné.
Základ tejto technológie spočíva v zahriatí koncov potrubí pomocou vykurovacieho nástroja pred procesom topenia. Pri spájaní potrubí v tomto stave sa vyskytuje spojenie častí na molekulárnej úrovni. Zváranie sa vykonáva v rozmedzí od mínus 15 stupňov do plus 45 stupňov Celzia.
Pri zváraní polyetylénových rúr, otázka okamžite vyvstáva otázku: koľko odrezať potrubia. Koniec koncov, segment potrubia nakoniec zníži vzdialenosť zvárania. Vyhľadajte to v pokynoch na zváranie plastových potrubí alebo zmerajte parnú trysku na nástroji. Táto vzdialenosť sa bude líšiť pre rôzne priemery potrubí. Napríklad pre 20 milimetrov potrubia je táto vzdialenosť 14,5 milimetrov pre potrubie 32 milimetrov 18 milimetrov.
Ďalej sa odporúča aplikovať označenie pred zváraním každej časti prívodu vody, aby sa potrubie neustále nemeralo a opakovateľnosť zvárania. Zlúčeniny budú mať rovnaké vzhľad, úsilie o obliekanie a odstránenie medzier z predbežnej dýzy bude predvídateľné.
Zváranie zadku polyetylénového potrubia leží v zahrievaní koncov zváraných prvkov do viskózneho stavu a ich spojenia pod tlakom. Konce potrubí musia byť pevne pevne pevne pevne pevne pevne v zámkoch špeciálneho prístroja, medzi nimi sa umiestni vykurovacia doska. Stlačte konce do sporáka s určitým tlakom a odoláte pred procesom topenia.

Čas zahrievania závisí od priemeru polyetylénových potrubí a výkonu použitého prístroja. Po dosiahnutí požadovanej úrovne zahrievania vyberte doštičku a pripojte potrubia k potrubiu, zatiaľ čo na ne potrebujete vyvíjať tlak. Teraz zostáva len čakať, kým sa polymérny materiál úplne ochladí.
Aby sa zváranie polyetylénových potrubí do VSTOK vyskytlo čo najrýchlejšie a presne, musíte používať zariadenia s hydraulickou alebo mechanickou jazdou. Najpokročilejšie zariadenia majú riadenie softvéru.
Použitie takéhoto zariadenia sa vyznačuje celým zoznamom výhod: automatickou kontrolou procesu, ktorý vylučuje účinok ľudského faktora a možnosť presného výpočtu času, ktorý je potrebný na zváranie plánovaného počtu potrubí.
Elektromoft zváranie potrubí
Elektrosumoftové zváranie polyetylénových potrubí sa používa pre potrubia rôznych hrúbok stien a rôznych priemerov, pri inštalácii netlakového potrubia drenážnych systémov a gravitačnej kanalizácie, vložky do prúdového potrubia a opravy existujúcich potrubí.
Postup pre zváracie potrubia s použitím elektromathov sa vypočíta na získanie zváraných kĺbov, ktoré odolávajú tlaku až do 16 atmosféry. Elektromoftové zlúčeniny sú v porovnaní s zváraním zadku najdrahšie a náklady na zváracie polyetylénové potrubia sa v tomto prípade zvyšujú.
Na vykonávanie zvárania elektrických tekutín budete potrebovať špeciálne tvarované diely, napríklad elektrické zváracie prístroje s hypotekárnym elektrickým ohrievačom, ktoré zahreje konce rúr. Ak sa rozhodnete vyrábať zváranie polyetylénových potrubí Electromoft, mali by ste konať podľa týchto pokynov. Ak chcete začať, pripravte potrebné podrobnosti a tiež vyčistite miesto, kde budete vykonávať prácu, vyberte možnosti zvárania v závislosti od veľkosti potrubia a vložených častí.

Potom stojí za to dôkladne vyčistiť vnútorný povrch elektrickej flutus a povrch pripojených potrubí z kontaminantov. Na čistenie a súčasné odmasťovacie výrobky sa odporúča používať obrúsky, ktoré sú nasýtené ľahko tekutinou, napríklad alkoholom.
Konce zváraných potrubí musia byť opatrne a rovnomerne orezané, aby sa zabránilo roztavenému polyetylénovému potrubiu prúdiacemu vo vnútri. Odstráňte oxidovanú vrstvu z povrchu potrubí. Oxidy, ktoré sa tvoria počas výroby potrubí, sa môžu mechanicky odstrániť čistením špeciálnymi škrabkami.
Potrubia pripevnite v polohách a ovládajte ich zarovnanie. Ak chcete navyše chrániť kĺby pred prachom pred prachom, je obvyklé používať vinutie pomocou lepkavej pásky. Otvorené konce potrubí sú uzavreté zástrčkami, aby sa zabránilo neproduktívnym tepelným stratám. Závery spoločnosti Eletromoft by sa mali uplatňovať, v dôsledku čoho sa tvarovanie zvárajú a zvárajú potrubia.

Celý čas zváranie polyetylénových potrubí, vrátane doby chladenia, by sa potrubie s tvarovanou časťou malo pevne pevne upevniť a pri zváraní zostať nehybné. Nezabudnite na bezpečnostné opatrenia počas zvárania. Najmä berúc do úvahy malé skúsenosti s zváraním polyetylénových potrubí, aj keď si myslíte, že postup je jednoduchý a jednoduchý.
Kontrola kvality švov
Povinnou časťou postupu zvárania polyetylénových potrubí je kontrola kvality vykonávaných zlúčenín. V budúcnosti môžete pokračovať v spracovaní potrubí až po preskúmaní všetkých vykonaných zlúčenín. Vykonané švy musia spĺňať stanovené technické požiadavky, až potom môže byť spojenie s istotou uznané ako vysoká kvalita.
Potrubie, zostavené z polyetylénových potrubí s kvalitatívne vykonanými spojmi, bude trvať niekoľko desaťročí bez toho, aby vyžadovalo ďalšiu údržbu a opravu. Tu sú základné požiadavky a parametre plastových potrubí, ktoré sa počas vizuálnej kontroly prezentujú kvalite švu:
- Spojenie na povrchu potrubia by nemalo vyzerať ako padlá drážka, to znamená, že by sa nemalo umiestniť pod všeobecnú úroveň potrubia.
- Je dôležité vydržať zarovnanie potrubí. Posun zváraných výrobkov vo vzťahu k sebe je povolený, ale nie viac ako 10% hrúbky steny. Napríklad, ak zvárate potrubia so stenami, ktoré majú hrúbku 5 milimetrov, hodnota posunu by nemala prekročiť 0,5 milimetrov.
- Výška valcov, ktoré sa tvoria vo vnútri plastových rúr a vonku na ich povrchu, je tiež obmedzená. Pri zváraní potrubia s hrúbkou 5 milimetrov by výška valca nemala prekročiť 2,5 milimetrov. Ak je hrúbka stien potrubí 6-20 milimetrov, potom by mala byť výška valca obmedzená na 5 milimetrov.
Polyetylénové potrubia sa teda široko používajú na zostavenie potrubí na rôzne účely. Pri vykonávaní práce v dome alebo byte je celkom možné zvárať vlastnými rukami plastových rúr. V závislosti od veľkosti potrubí a účelu potrubia sa vyberie metodika zvárania a nebude ťažké zvládnuť technológiu tejto práce. Stačí študovať teoretické odporúčania a obmedzenia postupu, po ktorom môžete bezpečne začať cvičiť!
Pripomienky
![]()
Strport Construction Portal 2011-2018. Články o opravách, stavebníctve, stavebných materiáloch.
Kopírovanie informácií z webu je možné iba s povolenie redakčnej kancelárie Alebo naznačujúce priamy odkaz na zdroj. Právne odôvodnenie
Toto je priemyselná metóda
Toto je priemyselná metóda zvárania, doma existuje iba milión zariadení, nie ako ho používať. Pravdepodobne najmenej šesť mesiacov sa musíte naučiť zvárať takéto vybavenie. Rovnaké potrubie sa dá zvárať s frézovačom alebo priemyselnou pištoľou horúceho vzduchu, ale bude to trvať veľa času.