Napriek množstvu dokončovacích materiálov zostáva vkladanie stien tapetou najviac ...
|
|
Dôležitý bod šľachtiteľských včiel usporiadajúcich bezpečné miesto na zimovanie, ... |
Dokončenie fasády je veľmi dôležitý proces, ktorý určuje vzhľad budovy a jej ... |
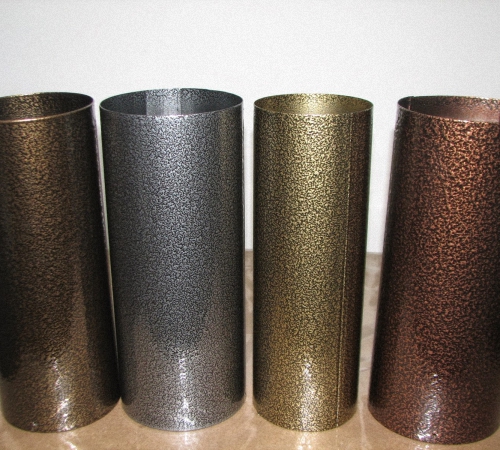
Prášok maľby kovových dverí

Prášková maľba dverí je technologický proces, v dôsledku toho, že dochádza k mikroskopickým častizáciám materiálu suchého lakovania, ktorý má kladný elektrický náboj. Náboj je tvorený trením alebo zo zdroja z vonkajšieho prostredia. Spracovaná časť má záporný náboj, takže sa na ňom usadí prášok. Ďalej je povrch zahrievaný, aplikovaný prášok sa roztopí a vytvorí sa spoľahlivý povlak vo forme filmu. Tento spôsob aplikácie sfarbenia je vhodný na spracovanie povrchov vyrobených z kovu.
Obsah:
- Výhody práškového povlaku
- Nevýhody práškového povlaku
- Výber vybavenia pre prácu
- Príprava povrchu na maľovanie
- Technológia práškového náteru
- Pečenie aplikovaného práškového povlaku
Výhody práškového povlaku
Pri porovnaní sfarbenia s klasickým povlakom s tekutou farbou sa zistilo veľa výhod farbenia prášku:
- Environmentálna čistota. Prášok sa vyrába bez použitia toxických a požiarnych nebezpečných látok.
- Hospodárstvo. Konzumácia prášku sa vyskytuje mierne a nie častice usadené na povrchu zostávajú pre ďalšie zafarbenie.

- Vysoká odolnosť voči chemickým a fyzikálnym vplyvom.
- Rovnomerné rozdelenie povlaku na povrchu.
- Absencia potreby uplatniť základný náter.
- Ideálny povlak sa tvorí pri spracovaní povrchu iba s jednou vrstvou farby.
- Celkové percento straty surovín pri liečbe kvapalnej farby je 40%, keď je povrchové ošetrenie práškom, tento ukazovateľ je 4%.
- Celkový pracovný čas s práškom je oveľa menší, pretože je úplne stanovený po 1,5-2 hodinách.
- Ukladanie prášku na maľovanie sa vykonáva bez vytvorenia konkrétnych podmienok.
- Výrobky maľované práškom tiež nevyžadujú prevádzkové a dopravné podmienky.
- Nie je vôbec ťažké maľovať povrch práškom, to si nevyžaduje špeciálne zručnosti.
- Počas farbenia práškom je vylúčená otravu s toxickými sekréciami, pretože jednoducho nie.
Nevýhody práškového povlaku
So všetkým bohatstvom zoznamu výhod má maľovanie dverí s práškovou farbou svoje nevýhody.
- Technológia zafarbenia vyžaduje vytvorenie teploty topenia prášku na úrovni 150-220 stupňov, čo vylučuje schopnosť spracovať povrch plastu a dreva týmto spôsobom.

- Práškový povlak má vyššie náklady ako obyčajná kvapalná farba.
- Vybavenie na maľovanie má úzky kruh. Malá peca nespracováva povlak veľkej plochy. Pri práci s malými detailmi je neúčinná veľká pec.
- Ťažkosti pri nanášaní tenkej vrstvy farby.
- Pri nízkych teplotách je ťažké vykonávať prácu s práškom.
Výber vybavenia pre prácu
Pred začatím práce je vybavenie pripravené na celý proces. Najdôležitejším zariadením je špeciálna kamera, hlavná časť celého procesu farbenia sa v ňom vykonáva. Technické charakteristiky zariadenia sú vybrané v súlade s materiálom a typu časti spracovanej časti.
Táto kamera v skutočnosti pozostáva zo samotnej kamery, v ňom je prášok striekaný a sporák na kúpanie. Ak sa plánuje maľovať kovové dvere vlastnými rukami, potom nie je potrebné kúpiť všetky tieto jednotky. Bežná rúra je tiež vhodná na tavkovanie povlaku.

Okrem komory sa v procese používa karál s elektrickou energiou. Takéto modely majú funkciu zapnutia komprimovaného vzduchu. Pri absencii takejto pištole sa nahradí kompresorom, ktorý je vybavený pracovným filtrom pre vysoký tlak.
Veľmi dôležitý je aj výber priestoru pre práškové maľovanie kovových dverí. Malo by byť dobre osvetlené, najlepšie lampy denného svetla. Sú vhodné, pretože počas výkonu práce sa prášok prilepí na horúci povrch obyčajnej lampy. V domácich podmienkach je optimálnou miestnosťou pre takúto prácu garáž. Musí byť vybavený dobrý ventilačný systém.
Ďalšie dôležité zariadenie na zhromažďovanie prášku zostáva. Pomáha šetriť materiál a znižuje jeho spotrebu na minimum. Na tento účel je vhodný rekuperátor, ale prispôsobený je aj obyčajný vysávač. Ale počas práce pomocou vysávača je potrebné zabezpečiť, aby sa jeho filtre nepohodli, sú optimálne vhodné modely s pevným filtrom. Pred začatím práce sa skontroluje stav elektrickej siete, musí vydržať ťažké zaťaženie a mať dobrý uzemnenie.
Počas maľovania veľkých častí sa používa špeciálny transportný systém. Poskytuje ľahký pohyb častí počas celého procesu. V priemyselnom meradle takýto systém pracuje na princípe dopravníka, ktorý tento proces urýchľuje a optimalizuje. Prepravný systém na sfarbenie sú vozíky alebo mechanizmy pohybujúce sa na koľajniciach.
Príprava povrchu na maľovanie
Pri spracovaní dielov so zafarbením prášku často nevenujú pozornosť predbežnej príprave časti. Avšak, rovnako ako pri implementácii akýchkoľvek iných dokončovacích alebo opravných prác, príprava má veľký vplyv na kvalitu práce, ktorá sa ďalej vykonáva. To isté platí pre spracovanie takej časti, ako sú dvere vstupného kovu. Maľba prášku je náročná na čistotu pracovnej plochy. Je potrebné odstrániť všetky miesta, ktoré sú k dispozícii, odmasťte dvere a fosfát. Toto opatrenie nie je potrebné, ale pomôže zvýšiť odolnosť kovu proti korózii a zlepšiť adhéziu.

Materiál sa čistí pomocou chemikálií alebo mechanickou metódou. Mechanická metóda je čistenie dverí s kefou ocele alebo diskom na mletie. Čistenie povrchu je použiteľné s čistým kusom bavlneného materiálu impregnovaného rozpúšťadlom. Pri spracovaní chémie sa používajú alkalické, kyslé alebo neutrálne látky. Aká látka je optimálna na použitie, závisí od typu znečistenia, odrôd vyčisteného materiálu a jeho celkovej veľkosti.
Fosfát používa na povrch kabriolet. Je potrebné vylúčiť pravdepodobnosť vrstvy poťahovania tekutých a tuhých molekúl, ktoré ničia postrekovanie a vedú k odlúčeniu od základne. Tento postup tiež zlepšuje spojenie sfarbenia prášku s kovom.
Ak existujú stopy hrdze, mierky, oxidového filmu, potom sú odstránené abrazívnou alebo chemickou metódou. Abrazívna metóda tiež čistí povrch pomocou malých zŕn piesku, zlomku. Väčšie častice sú použiteľné, ako sú granule vyrobené z ocele, liatiny, škrupiny orechov a podobných materiálov. Častice sa predkladajú do postihnutej oblasti pod vplyvom odstredivej sily alebo prúdu stlačeného vzduchu. Silenkou, zasiahnutím kovu, zrazia a odoberú svoje najzraniteľnejšie miesta, to znamená, oblasti so znečistením, zatiaľ čo nepretržitý materiál zostáva nedotknutý.
Čistenie chémiou alebo odstránenie postihnutých oblastí s roztokmi s takou hlavnou zložkou, ako je dusík, kyselina hydrochlorka, síra alebo fosforečná. Takéto roztoky obsahujú inhibítory, ktoré spomaľujú zničenie čistých oblastí. Nevýhodou tejto metódy v potrebe starostlivého odstránenia zvyšku roztoku z materiálu. Na tento účel sa používajú špeciálne nástroje na umývanie, z ktorých akvizícia zvyšuje celkové náklady na prácu.
Posledná fáza pasivácie prípravy. Tento postup je povrchové ošetrenie s pripojením chrómu a dusičnanu sodného. Tento proces je potrebný na zabránenie korózii vo všetkých fázach spracovania. Po aplikácii roztoku je časť ponechaná do sucha, po ktorej sa považuje za pripravenú na nanášanie práškovej farby.
Technológia práškového náteru
Po dokončení prípravných procesov začínajú kovové dvere priamo. Tento postup sa profesionálne vykonáva v špeciálnej komore, čo je hlavná funkcia na zachytenie nevyriešených zrná prášku. Takáto jednotka je vybavená filtračným systémom, vibráciou, bunkrom a sačným systémom. Samotnou metódou pokrytia prášku je elektrostatické postrekované častice nanesené na uzemnený prvok. Ako nástroj na nanášanie prášku pôsobí rozprašovacia pištoľ.

Maľba kovových dverí sa nezávisle vykonáva s určitými úpravami nástrojov pre tento proces. Pri vykonávaní tejto práce doma, bez použitia fotoaparátu, je časť jednoducho zavesená na háčiku a kombinovaná s mínus od PSU. Na vytvorenie potrebného napätia budete potrebovať generátor a multiplikátor. Vodiče pre inštaláciu vyberte zodpovedajúce napätie 25 metrov štvorcových.
Zbraň na vykonávanie práce sa kombinuje s práškom nakladacie zariadenie. Doma sa na tento účel používa obyčajná plastová fľaša. Vzduch za prácu by mal byť stlačený a suchý. Na vybranú fľašu sa vloží kovový kryt, materiál by mal byť dobrým prúdovým vodičom. V veku sa vyrába veľa malých dier, napätie sa mu dodáva. Ďalej, všetko funguje veľmi jednoducho pri stlačení plastových strán fľaše vytvára tlakový pokles, ktorý tlačí prášok cez otvory veka a prechádza, cez ktoré prášok prijíma potrebný náboj.
Takéto zariadenie má veľa príležitostí na modernizáciu, tiež vyššie opísaná myšlienka sa používa na vybavenie konvenčného postrekovača na práškové maľovanie kovových dverí. Video uvedené nižšie zobrazuje iba také domáce zariadenie. Na meranie napätia dodávaného do veka sa privádza do častí, ak iskra skočí vo vzdialenosti 2,5-3 cm, napätie zodpovedá potrebným parametrom. Pokiaľ ide o fotoaparát, nahradí ho obyčajné noviny, plastový film, vysávač alebo rekuperátor doma.
Pečenie aplikovaného práškového povlaku
Hlavná fáza v procese aplikovania sfarbenia prášku nie je v prípravných procesoch a nie na povrchu povrchu samotným práškom. Najdôležitejšie a najdôležitejšie štádium formovania povlaku. Počas formácie je povlak roztavený, stvrdnutý a potom ochladený. To všetko prechádza v špeciálnej peci alebo fotoaparáte. V priemysle sa používajú rôzne typy týchto zariadení, ktoré sa líšia v závislosti od ich účelu. Na stupnici domácnosti je táto jednotka nahradená bežnou skrinkou na sušičku elektronickými komponentmi.
Skrinky na tvorbu povrchu počas zafarbenia prášku sú vybavené systémom regulácie teploty vo vnútri zariadenia. Majú tiež možnosť nakonfigurovať automatické vypnutie zariadenia na konci pečenia. Takéto vybavenie je poháňané elektrickým nárazom, vykurovacím olejom alebo plynom. Kachle v ich dizajne sú rozdelené na vodorovné, vertikálne, mŕtve -end -PASS a MULTI -PASS.

Technologický proces pečenia maľovanej časti sa uskutočňuje pri teplote 150-220 ° C. Časom to trvá asi 15-30 minút. V dôsledku prechodu takéhoto spracovania sa na povrchu tvorí film, to znamená, že prášok je polymerizovaný. Fotoaparát by mal udržať teplotu na rovnakej úrovni, inak sa produkt nevyhrieva rovnomerne a kvalita sfarbenia nespĺňa požiadavky. Režim pečenia sa vyberie v súlade s veľkosťou produktu, typom farby a rôznymi pecami. Produkt prirodzene vychladnite a umiestnite ho do otvoreného vzduchu. Keď sa teplota produktu znížila na požadovanú úroveň, považuje sa za úplne pripravenú.
Doma, na sušenie ružovou s práškovou farbou, sú detaily upravené obvyklou tepelnou skrinkou. Teplota v takomto zariadení by mala dosiahnuť 200 ° C a čas spracovania sa zvyšuje na 40-60 minút. Skrinka je z vnútra dôkladne izolovaná azbestom alebo minerálnou vlnou. Tenas sa používajú ako vykurovací prvok v domácej peci. Aby sa rovnomerne zahreli časti, je pec vybavená konvekčným zariadením.
Pripomienky
![]()
Strport Construction Portal 2011-2018. Články o opravách, stavebníctve, stavebných materiáloch.
Kopírovanie informácií z webu je možné iba s povolenie redakčnej kancelárie Alebo naznačujúce priamy odkaz na zdroj. Právne odôvodnenie
Pranie práškových farieb z
Pranie práškových farieb od Interchimmet LLC
Timofeev Konstantin
Špecialista obchodného oddelenia LLC ‹Interchimmet›
Tel. (812) 449-21-95 (DOB. 120)
Tel. m. +7 (911) 839-76-22
195196, Petrohrad,
St. Riga, 3
E-mail: ktimofeev@interchemmet.com
www.interchemmet.com