Довольно часто в процессе поклейки обоев возникают проблемы с появлением нахлеста...
|
|
Самый простой и быстрый способ преобразить жилое помещение – поклеить обои. Это... |
Что может полезней, чем овощи и фрукты, выращенные на собственном участке? Только так... |
Покраска порошковой краской своими руками

Новые технологии сухого окрашивания существенно упростили и ускорили процесс покраски металлических изделий. Предметы, прошедшие «порошковую» обработку, приобретают дополнительные защитные свойства и отличаются высокими декоративными качествами.
Выполнить порошковую покраску можно самостоятельно. Для этого необходимо подготовить помещение, оборудовать покрасочный цех и сушильную камеру. При соблюдении технологического процесса и требований безопасности удастся выполнить качественную покраску.
- Отличительные особенности порошковой покраски от жидкостной технологии
- Принцип покраски порошковой краской
- Необходимое оборудование для покраски порошковой краской
- Выбор порошковой краски
- Технология покраски порошковыми красками своими руками
- Меры безопасности
Отличительные особенности порошковой покраски от жидкостной технологии
Покраска порошковой краской частично заменила стандартную жидкостную технологию. Такой метод окрашивания стал основным при изготовлении металлических изделий, бытовых приборов, автомобилей, оконных профилей и прочих металлоконструкций. Порошковая окраска отлично зарекомендовала себя в окрашивании различных деталей складского, торгового, промышленного оборудования, а также в трубопроводах и нефтяных скважинах.
Сравнивая два способа покраски, следует отметить экономичность и экологичность порошкового окрашивания. Порошковые красители не содержат огнеопасные, токсичные растворители, а сам материал расходуется достаточно экономно – мельчайшие частицы, которые не осели на изделии, применяются при повторном окрашивании.

К числу основных достоинств порошкового метода относятся:
- высокие физико-химические свойства (ударопрочность ,устойчивость к температурным колебаниям и коррозии);
- покрытие хорошо ложится на рельефные поверхности;
- нет необходимости предварительно грунтовать изделие;
- в большинстве случаев достаточно одного слоя порошковой краски для получения желаемого результата (при жидком методе часто требуется многослойная покраска);
- низкий расход материала – отходы составляют порядка 4%, потери жидких ЛКМ – достигают 40%;
- сокращенный цикл окрашивания (порядка 1,5-2 часов); при использовании жидкой краски нужно время для высыхания предыдущего слоя;
- изделия, покрытые порошковой краской, можно транспортировать без специальной упаковки – на поверхности образуется защитная полимерная пленка, предотвращающая появление царапин;
- для хранения порошковой краски не нужны специальные условия, чего не скажешь об огнеопасных жидких ЛКМ;
- процесс покраски порошковыми красками автоматизирован – нет необходимости длительно обучать персонал;
- во время покраски не выделяется едкий запах – санитарно-гигиенические условия труда по сравнению с «жидкой» технологией улучшаются;
- порошковые краски по прочности на удар и изгиб превосходят жидкие лакокрасочные материалы;
- на поверхности изделия не остаются потеки;
- долговечность обработанного покрытия – исследования показали, что средний срок службы около 20-ти лет.

Анализируя список весомых достоинств, можно задаться вопросом: «А есть ли недостатки?». Перечислим некоторые минусы порошкового окрашивания:
- технология нанесения краски исключает возможность ее использования для окрашивания пластика и дерева;
- для организации процесса покраски потребуются крупные единоразовые капиталовложения;
- возможности эксплуатации оборудования несколько ограничены – большая печь будет неэффективно использоваться при обработке мелких деталей, а в маленькой камере не получится окрасить крупные изделия;
- при низких температурах сложно организовать порошковую покраску.
Принцип покраски порошковой краской
Технология позволяет окрашивать изделие сухими красителями. Как это возможно? Всю процедуру покраски можно разбить на два основных этапа:
- нанесение порошковой краски;
- закрепление покрытия.

Во время напыления мельчайшие частички порошка приобретают заряд, противоположный заряду окрашиваемой детали. Плюс и минус, как известно, притягиваются, и порошковая краска оседает на поверхности изделия.
На этом этапе покрытие не надежно и полученный результат необходимо закрепить. Следующий шаг – запекание краски. Окрашенный объект помещается в специальную печь. По мере нагревания сухой порошок начинает плавиться, образуя на поверхности защитную пленку. Температура внутри термопечи может достигать +250°С – значение зависит от разновидности порошковой краски.
Необходимое оборудование для покраски порошковой краской
Работа с порошковыми красителями требует наличия специального оборудования:
- окрасочной камеры;
- распылителя (краскопульта);
- сушильной камеры.
Камера покраски ограничивает распространение частиц сухой краски, а также препятствует проникновению пыли, грязи с производственного помещения или улицы. Обычно камеры оснащены фильтрационной системой, очищающей воздух и позволяющей улавливать до 90-95% неизрасходованной краски. Некоторые модели покрасочных камер имеют эжектор обратной подачи, вытяжной вентилятор и контролер. Камера имеет один или два проема. Изделие поступает через проем в передней части, а выходит через отверстие с обратной стороны или через входной проем.

В продаже есть модели камер, предназначенные для обработки единичных изделий или мелкосерийного производства. Такое оборудование оптимально подходит для организации покраски порошковой краской своими руками.
Распылитель сухой краски может содержаться в окрасочной камере или приобретаться отдельно. С помощью напылителя частицы краски заряжаются и в виде аэразоля распыляются на поверхности изделия. В быту часто применяют ручные пистолеты для покраски порошковой краской. Бывают трибостатические и электростатические. Разница между ними в том, что в первом варианте заряд краски происходит за счет трения в стволе напылителя. Во втором варианте оборудование функционирует в электростатическом поле по принципу приобретения заряда.

Более дорогие установки позволяют за один «проход» напылителя охватывать больший объем изделия, поэтому весь процесс покраски занимает меньше времени.
Сушильная камера – термопечь для оплавления и полимеризации сухой краски. Камеры промышленного назначения бывают электрические и газовые. Большинство духовых шкафов оснащены пультом управления для регулирования времени автоматического отключения и температурного режима сушки. Окрашивающий предмет находится в печи полимеризации в течение 10-20 минут при температуре 160-200°С. Для единичной покраски в «гаражных» условиях некоторые мастера используют электрические обогреватели, выставленные на режим максимальной мощности. При такой сушке главное помнить о технике пожарной безопасности!

На производственных предприятиях для облегчения процесса покраски используют специальную транспортную систему. Установка перемещает детали между этапами покрасочного процесса.
Может понадобиться и дополнительное оборудование:
- промышленный пылесос для очистки фильтров при смене краски и переходе с одного оттенка на другой;
- компрессор – необходим в случаях, если в камере напыления не предусмотрена подача сжатого воздуха.
Важно! При организации окрасочного процесса следует позаботиться о хорошей вентиляции, достаточном освещении и надежной электропроводке
Выбор порошковой краски
Зависимо от типа пленкообразования все порошковые краски делят на две основные группы: термопластичные и термореактивные.

Сухие краски первой группы (цена около 200 р/кг) формируют покрытие без химических преобразований. Пленка на поверхности образуется за счет сплавления мельчайших частиц и охлаждения расплавов. Получаемая пленка часто растворима и термопластична. К этой группе относят краски на основе полиэтилена, полиамидов, поливинилхлорида и поливинилбутираля. Термопластичные краски применяются для покраски изделий, используемых внутри помещений.
Термореактивная краска для порошковой покраски (цена 450-700 р/кг) формирует нерастворимое и не плавкое покрытие, стойкое к химическим и механическим воздействиям. Составы этой группы подходят для окраски деталей, производимых в машиностроительной области, где от изделия требуется стойкость, твердость и хорошие декоративные качества. К группе термореактивных красок относятся составы на основе полиэфирных и эпоксидных смол, полиуретана, акрилатов.
Технология покраски порошковыми красками своими руками
Организация процесса
Стоимость окрашивания изделий из металла достаточно высока. Для экономии средств можно организовать покраску порошковой краской в домашних условиях. Технологический процесс идентичен этапам работы в профессиональной мастерской. Возможные отличия заключаются в используемом оборудовании.

Обустроить компактный покрасочный цех получится на территории в 100-150 м.кв. Этого достаточно для размещения камеры напыления, термопечи, двух складов (для расположения готовой продукции и изделий под покраску).
Важно! Окрасочную камеру следует устанавливать на расстоянии не меньше пяти метров от вероятных источников возгорания
Планируя организацию рабочего процесса, первым делом необходимо определиться с размерами окрашиваемых объектов. Для единоразовой покраски мелких изделий подойдет «гаражный» вариант. Крупные детали, такие как корпус автомобиля, лучше красить в полнофункциональной камере.
Помещение для напыления должно быть чистым, без пыли. Оборудуя камеру в гараже, надо провести тщательную уборку. Равномерное окрашивание обеспечит пистолет для покраски, работающий под давлением порядка 5-ти атмосфер.
Подготовка поверхности
Подготовка поверхности к окрашиванию – наиболее трудоемкий процесс. От качества его выполнения во многом зависит долговечность покрытия. Подготовительные мероприятия включают несколько обязательных этапов:
- чистка поверхности от грязи, пыли, остатков предыдущего слоя краски;
- обезжиривание предмета;
- защитная обработка металлических изделий от коррозии;
- фосфатирование, способствующее улучшению адгезии – обязательно к выполнению при покраске предметов, эксплуатирующихся вне помещения или подвергающихся хромированию (изделия из алюминия).
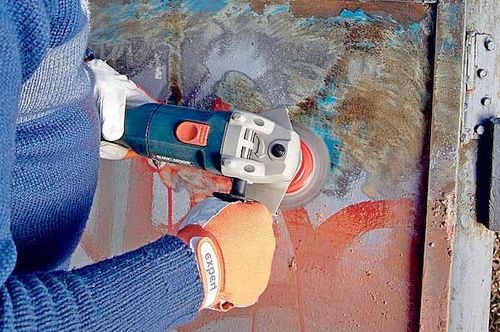
Обработку поверхности можно выполнить механическим или химическим способом. В первом варианте применяется диск для шлифовки или щетка для стали. После тщательной чистки поверхность надо протереть мягкой тканью, смоченной в уайт-спирите или другом растворителе. Химический способ обработки подразумевает нанесение на поверхность разных специальных составов – кислот, щелочей, растворителей и нейтральных веществ. Выбор средства определятся степенью загрязнения и материалом изготовления объекта.
На обрабатываемый предмет полезно нанести конверсионный подслой. Выполнение этого этапа предотвратит попадание пыли, грязи под краску и убережет покрытие от отслаивания. Последующая обработка заключается в фосфатировании поверхности. Завершающий этап, рекомендованный к выполнению многими специалистами, - пассивирование – обработка натрием и нитратами хрома. Процедура препятствует появлению коррозии.
После проведенных мероприятий изделие надо сполоснуть и высушить. Предмет готов к покраске.
Нанесение краски
Обработанное изделие поместить в камеру напыления. С помощью распылителя нанести равномерным слоем сухую краску. Во время окрашивания желательно использовать ширму, которая не даст частичкам краски разлетаться по всему помещению.

Окрашиваемый предмет должен быть заземлен – это необходимо, чтоб заряженные частицы сухой краски надежно удерживались на поверхности.
При покраске в специализированной камере «цветной порошок» помещают в бункер. Компрессор начинает подачу сжатого воздуха, частицы краски электризуются, после чего насос подает сухой краситель в напылитель.
Формирование покрытия и запекание краски
Окрашенные изделия помещаются в термопечь, где происходит оплавление слоя краски и формирование на покрытии пленки. Предмет находится в сушильной камере около 15-30 минут. Режим плавления подбирается с учетом разновидности порошковой краски, материалом изготовления и условиями эксплуатации изделия, а также типом окрасочной печи.
После полимеризации предмет охлаждается на свежем воздухе. Полностью остывшее изделие готово к применению.
Покраска порошковой краской: видео
Меры безопасности
Перечислим основные правила, обеспечивающие безопасность выполнения покраски сухой краской:
- Использование местной системы вентиляции. Над зоной подготовки поверхности можно установить зонт. Камера напыления обязательно должна иметь вентиляционную систему для удаления аэровзвеси. Если этим условием пренебречь, появляется угроза взрыва, а вредное воздействие мелких частиц краски на мастера увеличивается.
- Организация общей приточной вентиляции в покрасочном цеху.
- В одном помещении одновременно нельзя использовать порошковую и жидкую покраску.
- Оборудование обязательно должно быть заземлено.
- Недопустимо объединение печи полимеризации и вентиляционной системы камер покраски.
- Цех надо укомплектовать средствами пожарной безопасности.
- Ветошь необходимо убрать в металлические контейнеры и закрыть крышками.
- Во время работы обязательно использовать средства индивидуальной защиты: респиратор, очки, резиновые перчатки, обувь на прорезиненной подошве.

Комментарии
![]()
© Строительный портал StrPort 2011-2018. Статьи о ремонте, строительстве, стройматериалах.
Копирование информации с сайта возможно только с разрешения редакции или с указанием прямой ссылки на первоисточник. Юридическое обоснование