სარდაფის მშენებლობა არის პასუხისმგებელი და ძალიან სერიოზული პროცესი. მას შემდეგ ...
|
|
სხვადასხვა იატაკს შორის, სპეციალური ადგილი იკავებს პარკეტს. ეს არის იატაკი ... |
კლინკერის ფილები ფასადისთვის განსაკუთრებულ ადგილს იკავებს მშენებლობის დასრულებას შორის ... |
წვრილმანი პოლიეთილენის მილის შედუღება

მილები, რომლებიც დამზადებულია პოლიეთილენისგან, უფრო აქტიურად გამოიყენება. ამგვარი პროდუქტების ტექნიკური მახასიათებლები საშუალებას აძლევს მათ გამოიყენონ წარმოების საჭიროებებისთვის და საყოფაცხოვრებო მილსადენების მშენებლობის პროცესში. მაღალი ხარისხი პოლიეთილენის მილების შედარებით დაბალ ფასად ქმნის მათზე მუდმივ მოთხოვნას. გარდა ამისა, ისინი მარტივია ინსტალაციასა და კავშირში. განვიხილოთ, თუ როგორ ხდება პლასტმასის მილები შედუღებული სახლში.
შინაარსი:
- პოლიეთილენის მილების კავშირი
- მილის შედუღების წესები
- მილის შედუღების მეთოდები
- Seams- ის ხარისხის კონტროლი
პოლიეთილენის მილების კავშირი
მათ, ვინც გადაწყვიტეს ძველი მილსადენის პლასტმასის შეცვლა, უდავოდ დააფასებენ პლასტმასის თანამედროვე მრავალფეროვნებას. მეორეს მხრივ, ფართო ასორტიმენტმა გარკვეული სირთულეები გამოიწვია, რადგან ინსტალაციის დროს განსაკუთრებული დამოკიდებულება მოითხოვს განსაკუთრებულ დამოკიდებულებას. სპეციალური მასალის მილები - ეგრეთ წოდებული ნაკერიანი პოლიეთილენი განსაკუთრებით გამძლეა გარე ფაქტორებისა და საიმედო.
მილები, რომლებიც დამზადებულია პოლიეთილენისგან, შეიძლება გამოყენებულ იქნას წნევის და არა -წნევის მილსადენის მშენებლობისთვის. საშინაო გეგმის ასეთი მილები გამოიყენება, ყველაზე ხშირად, წყალმომარაგების სისტემის მოსაგვარებლად. მილსადენის საკუთარი ხელით დაყენების მიზნით, საშინაო ოსტატებისთვის მნიშვნელოვანია იცოდეთ პოლიეთილენის მილების ნაერთების პარამეტრები.

პოლიეთილენის მილების ნაერთების ძირითადი ტიპები: კავშირი დამატებითი დამაკავშირებელი ელემენტების გამოყენებით, რომელსაც ეწოდება ფიტინგები, კონდახი და ელექტროენერგიის შედუღება. მოხსნადი კავშირებით, როგორც წესი, ყველაფერი ნათელია. დეტექტიური სახსრები ჩვეულებრივია მილსადენის შიგნიდან დაყენებისას. ფიტინგების დახმარებით მილების განთავსება ისეთი მარტივი პროცედურაა, რომ მას მიიღებს ნებისმიერი ადამიანი, რომელსაც აქვს ოდნავი გამოცდილება ამ საკითხში.
ამასთან, ამგვარი ნაერთების არჩევანი საშუალებას გაძლევთ განახორციელოთ შეზღუდული სამუშაო, შესაბამისად, წყალმომარაგების სისტემის დაყენებისას, პოლიეთილენის მილების შედუღების გარეშე, საკუთარი ხელით, შეუძლებელი იქნება ამის გაკეთება. როგორც კომბინაციის ტიპი, შედუღება ხელს შეუწყობს მილსადენის სიმტკიცისა და მოქნილობის შენარჩუნებას. მილების დამონტაჟების კიდევ ერთი მნიშვნელოვანი უპირატესობა შეიძლება განხორციელდეს დედამიწის ზედაპირზე, შემდეგ კი თხრილში მოთავსებული, მაგალითად, tactrand მეთოდი.
მილის შედუღების წესები
პოლიეთილენის მილების შედუღების მეთოდების ტექნოლოგია განსხვავებულია, მაგრამ ცნობილია რამდენიმე ფუნდამენტური პრინციპი. მათ ყურადღება უნდა მიაქციონ მათ, გააგრძელონ ნებისმიერი შედუღება. მოდით, უფრო დეტალურად გადავხედოთ მათ:

პოლიეთილენის მილებს უნდა ჰქონდეთ იგივე კედლის სისქე და თანაბარი დიამეტრი, რომ იყოს თავსებადი ფიზიკურად და ქიმიურად (ეს ინფორმაცია უნდა დაზუსტდეს მწარმოებლის მიერ).
- სამუშაოს დაწყებამდე მილების ბოლოები ექვემდებარება სავალდებულო გაწმენდას.
- მილების შედუღებისას მიზანშეწონილია შემცირდეს გარე ფაქტორების გავლენა და ამინდის პირობები:
- ძალიან დაბალ ტემპერატურაზე, თქვენ უნდა გაათბოთ ოთახი, როგორც ეს ნაჩვენებია ვიდეოში პლასტიკური მილების შედუღების შესახებ;
- ქარის თანდასწრებით და ფანჯრების არარსებობის შემთხვევაში, შექმენით ბარიერი ნებისმიერი მასალისგან, როგორიცაა კარავი;
- მზის სიჭარბით, დაიცავით შედუღებული ზედაპირები სწორი სხივებისგან, რათა თავიდან აიცილოთ მათი ინდივიდუალური ადგილების გადახურება.
- მილების ბოლოები, რომლებიც არ არის ჩართული შედუღებაში, რეკომენდებულია დანამატებით დახურული, რადგან ცივი ჰაერის ნაკადს შეუძლია შეამციროს შედუღებული ადგილების ტემპერატურა საჭიროზე ქვემოთ (გარდა იმ შემთხვევისა, როდესაც პოლიეთილენის მილების ცივი შედუღება ხორციელდება) .
- გამორიცხეთ შედუღების პროცესში და მილების გაგრილების დროს რაიმე მექანიკური გავლენა მოახდინეს ამ პროდუქტებზე.
მილის შედუღების მეთოდები
და თქვენ დაუყოვნებლივ გაქვთ შეკითხვა, რა ტექნოლოგიაა პოლიეთილენის მილის შედუღების სასურველია და რაც ზოგადად შედუღების მილები. თუ თქვენ აპირებთ მილების მომზადებას საკუთარი ხელით, საფუძვლიანად უნდა გაითვალისწინოთ მთელი პროცედურა, მასალები და აღჭურვილობა, რომლებიც გამოიყენება შედუღების პოლიეთილენის მილების შედუღებაში. პოლიეთილენის მილების შედუღების ტექნოლოგიაში არაფერია გართული, რადგან თანამედროვე შედუღების მანქანები გამარტივებულია გამოსაყენებლად.
შედუღება
გრუნტის შედუღება ან, როგორც მას ასევე უწოდებენ დაწყვილებას, გულისხმობს მილების კავშირს სპეციალური ფიტინგების გამოყენებით. ფიტინგები, ისევე როგორც პოლიეთილენის მილები, რეკომენდებულია არასწორი შედუღების შემთხვევაში ზღვარით შეიძინოთ, განსაკუთრებით იმ შემთხვევაში, თუ პირველად უნდა შეასრულოთ პროცედურა.
პოლიეთილენის შედუღების ამ მეთოდისთვის რეკომენდებულია სპეციალური აღჭურვილობის მომზადება, რომელიც შედუღების მანქანაა. სახელმძღვანელო შედუღების აპარატები განკუთვნილია მილების ხელით შედუღებისთვის და მცირე დიამეტრის ფიტინგებისთვის - 50 მილიმეტრამდე. ამგვარი შეზღუდვების მიუხედავად, სახელმძღვანელო შედუღების აპარატები იწარმოება პლასტიკური მილების მთელი ასორტიმენტისთვის, რომლებიც განკუთვნილია ცარიელი შედუღებისთვის ფიტინგებით (125 მილიმეტრამდე).
ასევე არსებობს მექანიკური შედუღების მოწყობილობები, რომლებიც განკუთვნილია დიდი – დიამეტრის პოლიეთილენის მილების მექანიზირებული გასწორებისთვის - 40 მილიმეტრიდან და სხვა, როდესაც მილებისა და ფიტინგების გაერთიანების ძალა დიდია. ასეთი მოწყობილობები უზრუნველყოფენ პოლიეთილენის მილების ზარის შედუღების შესრულების სიჩქარეს და მოხერხებულობას და საშუალებას გაძლევთ მიაღწიოთ მაღალი ხარისხის შედუღებული სახსრის მიღწევას.

ზარის ფორმის შედუღებისთვის, მოამზადეთ შემდეგი აქსესუარები:
- შედუღების საქშენები ან გადამყვანები. მათ პერიოდული ჩანაცვლება სჭირდებათ ტეფლონის საფარის აცვიათ. პოლიეთილენის მილების გარკვეული დიამეტრისთვის საჭიროა შესაბამისი დიამეტრის საქშენები.
- ჭრის ხელსაწყოები. ასეთი საგნები აუცილებელია მილსადენის დასაყენებლად მილების მოჭრისთვის და ალუმინის ფენის ამოღების მიზნით, რკინაბეტონის მილებიდან შედუღებამდე.
კეთილმოწყობილი ზედაპირები ამ შემთხვევაში მილის გარე ნაწილია და ფიტინგების შიგნით. ორივე ზედაპირი თბება ამ კომპონენტებისგან შედგენილი შედუღების საქშენით: დორნის ნახევარი ფიტინგისა და ყდის ნახევრის გასათბობად მილის დასასრულს.
პოლიეთილენის მილების ზარი ხორციელდება ამ გზით. შედუღების მანქანა უნდა გაათბოთ სასურველ ტემპერატურამდე. ფიტინგები დორნზე გაჩერდება, პლასტიკური მილების შედუღების ინსტრუქციის შესაბამისად. ასეთი ქმედება, როგორც წესი, მცირე ძალისხმევას მოითხოვს. ამავდროულად, ჩაიცვი ყდის ბოლოს, პოლიეთილენის მილის ბოლოს. გააკეთეთ ეს მანიპულაციები რაც შეიძლება სწრაფად.

დაიმახსოვრე, რომ ყდის გარეთა დიამეტრი ოდნავ აღემატება მილის შიდა დიამეტრს, ხოლო ფიტინგების შიდა დიამეტრი ოდნავ უფრო მცირეა, ვიდრე დორნის გარე დიამეტრი. გათბობის დროს მილების ჭარბი გარე ფენა მდნარია და გაწითლებულია როლიკერის სახით, რომელსაც უწოდებენ გრატას. მილების დიამეტრის შემცირება საშუალებას იძლევა შედუღებისთვის განკუთვნილი საქშენები.
ანალოგიურად, გრატი ასევე იკუმშება ფიტინგზე, რაც საშუალებას აძლევს მას დორნის სრულად შერწყმა. ნაწილები გადაადგილდება გათბობის საქშენის კედელში, სანამ არ გაჩერდება. ეს მომენტი უნდა იგრძნოს თქვენი ხელით, ძალიან მნიშვნელოვანია, როდესაც მოხდება დეტალებზე რაიმე ზეწოლის შეჩერება. გარდა ამისა, დეტალები უნდა ინახებოდეს ამ პოზიციაზე საჭირო დროში.
გამოყოფილი პერიოდის გასვლის შემდეგ, თქვენ უნდა სწრაფად ამოიღოთ იარაღი, შემდეგ ამოიღეთ მილები საქშენიდან და შეაჩერეთ ორი დეტალი გაჩერებამდე. გაგრილების შემდეგ, თქვენ მიიღებთ მთელ პლასტმასის ნაწილს. ამის შემდეგ, მეორე მილი შედუღებულია ფიტინგების მეორე ბოლოში. თუ თქვენ აპირებთ მილების გამოყენებას შედუღების მილების მხოლოდ ერთხელ, უფრო მიზანშეწონილია არ შეიძინოთ იგი ეკონომიკური პოზიციიდან, არამედ მისი დაქირავება. ასე რომ, თქვენ შეგიძლიათ შეამციროთ პლასტიკური მილების შედუღების ფასი.

კავშირის ხარისხი პირდაპირ დამოკიდებულია შესრულებული მანიპულაციების სისწორეზე. პოლიეთილენის მილების წვრილმანი შედუღებით, შემდეგი ხასიათის შეცდომები ყველაზე ხშირად დაშვებულია. პირველი მათგანი, კომბინაციის დროს, სრულად არ შედის ფიტინგში, რის გამოც უფსკრული იქმნება შიდა აქცენტსა და მილს შორის. ეს ნაერთი ჩვეულებრივ გამოიყურება, მაგრამ შიგნით სექციაში, რომელსაც აქვს მილები დიდი შიდა დიამეტრით და იქმნება კედლის ქვედა სისქე.
დეტალების შერწყმისას, ზედმეტი ძალისხმევა ასევე იწვევს პრობლემებს, რომლებიც დაკავშირებულია კავშირის საიმედოობასთან. ასე რომ, მილის შიგნით, ფიტინგების გაჩერების წნევის ქვეშ, იქმნება ჭარბი გრატა, რომელიც მომავალში შექმნის დაბრკოლებას გაზის ან წყლის დინებას.
მილების შედუღებაა
ყველაზე პოპულარულია პოლიეთილენის მილების VSTOK შედუღების ტექნოლოგიური რუკა. ამ შედუღების ტექნიკის არჩევით, თქვენ შეგიძლიათ მნიშვნელოვნად შეამციროთ ელექტროენერგიის გამოყენება. გარდა ამისა, მილების შედუღება VSTOK არ საჭიროებს მძიმე აღჭურვილობის გამოყენებას, რაც ხელს უწყობს ინსტალაციის მუშაობას.
მილები, რომლებსაც აქვთ 5 მილიმეტრზე მეტი კედლების სისქე და 50 მილიმეტრზე მეტი დიამეტრი შედუღებულია ამ ტექნიკით. ერთმანეთთან შედუღებული ელემენტების პოლიეთილენის ბრენდი უნდა იყოს იგივე. ამიტომ, კონდახის შედუღების გაკეთებამდე, ღირს წვეულებებში მილებისა და ფორმის ნაწილების დახარისხება. სასურველია მილების შედუღება, რომლებიც გაათავისუფლეს ერთ ჯგუფში. გარდა ამისა, მილების ტესტირება ელიფილაციისთვის არ იქნება ზედმეტი.
ტექნოლოგიის საფუძველი შედგება მილების ბოლოების დათბობის მიზნით, გათბობის ხელსაწყოს გამოყენებით დნობის პროცესის წინ. ამ მდგომარეობაში მილების დაკავშირებისას, ნაწილების კავშირი ხდება მოლეკულურ დონეზე. Assing შედუღება ხორციელდება დიაპაზონში მინუს 15 გრადუსიდან დამატებით 45 გრადუსამდე ცელსიუსამდე.
პოლიეთილენის მილების შედუღებისას, კითხვა დაუყოვნებლივ ჩნდება კითხვა: რამდენი უნდა შეწყვიტოთ მილები. ყოველივე ამის შემდეგ, მილის სეგმენტი, საბოლოოდ, შემცირდება შედუღების მანძილით. დააკვირდით ამას პლასტმასის მილების შედუღების ინსტრუქციებში ან გაზომეთ ორთქლის საქშენები ინსტრუმენტზე. ეს მანძილი განსხვავებული იქნება მილების სხვადასხვა დიამეტრისთვის. მაგალითად, მილის 20 მილიმეტრით, ეს მანძილი არის 14,5 მილიმეტრი, შესაბამისად, 32 მილიმეტრით 18 მილიმეტრით.
გარდა ამისა, მიზანშეწონილია გამოიყენოთ მარკირება წყალმომარაგების თითოეული ნაწილის შედუღებამდე ისე, რომ მილის მუდმივად არ იზომება და შედუღების განმეორებადობა. ნაერთები გარეგნულად იგივე იქნება, წინასწარი გათბობის შედეგად ბლანკების ჩაცმისა და მოხსნის მცდელობა პროგნოზირებადი იქნება.
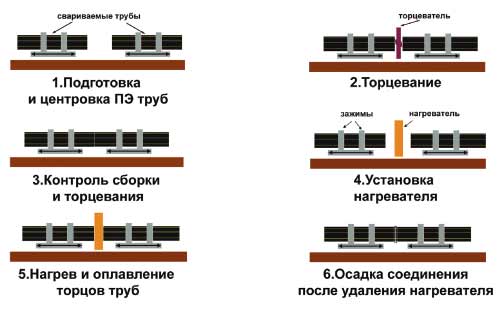
პოლიეთილენის მილის კონდახის შედუღება დგას შედუღებული ელემენტების ბოლოების ბლანტი მდგომარეობაში და მათი კავშირი ზეწოლის ქვეშ. მილების ბოლოები მკაცრად უნდა დაფიქსირდეს სპეციალური აპარატის საკეტებში, მათ შორის მოთავსებულია გათბობის ფირფიტა. დააჭირეთ ღუმელს ბოლოები გარკვეული წნევით და გაუძლეთ დნობის პროცესის წინ.

გათბობის დრო დამოკიდებულია პოლიეთილენის მილების დიამეტრზე და გამოყენებული აპარატის ძალაზე. მას შემდეგ, რაც მიაღწევთ გათბობის საჭირო დონეს, ამოიღეთ ფირფიტა და დააკავშირეთ მილები მილაკზე, ხოლო მათზე ზეწოლა უნდა მოახდინოთ. ახლა მხოლოდ ლოდინი რჩება, სანამ პოლიმერული მასალა მთლიანად გაცივდება.
იმისათვის, რომ პოლიეთილენის მილების შედუღება VSTOK- ზე რაც შეიძლება სწრაფად და ზუსტად მოხდეს, თქვენ უნდა გამოიყენოთ მოწყობილობები ჰიდრავლიკური ან მექანიკური დისკით. ყველაზე მოწინავე მოწყობილობებს აქვთ პროგრამული უზრუნველყოფის კონტროლი.
ასეთი მოწყობილობის გამოყენება გამოირჩევა უპირატესობების მთელი ჩამონათვალით: პროცესის ავტომატური კონტროლი, რომელიც გამორიცხავს ადამიანის ფაქტორების ეფექტს და იმ დროის ზუსტი გაანგარიშების შესაძლებლობას, რომელიც აუცილებელია მილების დაგეგმილი რაოდენობის შედუღებისთვის.
მილების ელექტრომოფიის შედუღება
პოლიეთილენის მილების ელექტროუმოფტის შედუღება გამოიყენება კედლებისა და სხვადასხვა დიამეტრის სხვადასხვა სისქის მილებისთვის, სადრენაჟე სისტემების და სიმძიმის კანალიზაციის არა -წნევის მილსადენის დაყენებისას, ახლანდელი მილსადენის ჩასმა და არსებული მილსადენების შეკეთებაში.
ელექტრომატების გამოყენებით შედუღების მილების შედუღების პროცედურა გამოითვლება შედუღებული სახსრების მოპოვებისას, რომელიც გაუძლებს წნევას 16 ატმოსფეროში. ელექტრომოფიის ნაერთები შედარებით ყველაზე ძვირადღირებული კონდახით შედუღებასთან შედარებით, ხოლო ამ შემთხვევაში იზრდება პოლიეთილენის მილების შედუღების ღირებულება.
ელექტრო სითხის შედუღების ჩასატარებლად, თქვენ დაგჭირდებათ სპეციალური ფორმის ნაწილები, მაგალითად, ელექტრო შედუღების ფიტინგები იპოთეკური ელექტრო გამათბობელით, რომელიც ათბობს მილების ბოლოებს. თუ გადაწყვიტეთ პოლიეთილენის მილების ელექტრომატრული შედუღების წარმოება, უნდა იმოქმედოთ ასეთი მითითებების შესაბამისად. დასაწყისისთვის, მოამზადეთ საჭირო დეტალები და ასევე გაასუფთავეთ ის ადგილი, სადაც შეასრულებთ სამუშაოს, შეარჩიეთ შედუღების ვარიანტები, მილის და ჩაშენებული ნაწილების ზომაზე დამოკიდებულია.

შემდეგ ღირს საფუძვლიანად გაწმენდა ელექტრო ფლუტუსის შიდა ზედაპირი და დამაბინძურებლებისგან დაკავშირებული მილების ზედაპირი. დასუფთავებისა და ერთდროული განადგურების პროდუქტებისთვის, მიზანშეწონილია გამოიყენოთ ხელსახოცები, რომლებიც გაჯერებულია ადვილად სითხით, მაგალითად, ალკოჰოლით.
მილების ბოლოები უნდა იყოს ფრთხილად და თანაბრად მორთული, რათა თავიდან აიცილოთ მდნარი პოლიეთილენის მილები, რომელიც მიედინება შიგნით. ამოიღეთ დაჟანგული ფენა მილების ზედაპირიდან. ოქსიდები, რომლებიც წარმოიქმნება მილების წარმოების დროს, შეიძლება ამოიღონ მექანიკურად, სპეციალური სკრაპებით დასუფთავებით.
მიამაგრეთ მილები პოზიციებში, ხოლო აკონტროლებენ მათ გასწორებას. იმისათვის, რომ დამატებით დავიცვათ სახსრები მტვრისგან მტვრისგან, ჩვეულებრივად გამოიყენოთ ლიკვიდაცია წებოვანი ლენტით. მილების ღია ბოლოები დახურულია სანთლებით, რათა თავიდან აიცილოს არაპროდუქტიული სითბოს დაკარგვა. Eletromoft- ის დასკვნები უნდა იქნას გამოყენებული, რის შედეგადაც ფიტინგები გაათბება, შედუღების მილები.

პოლიეთილენის მილების ყველა დროის შედუღება, მათ შორის გაგრილების დრო, ფორმის ნაწილის მილის ადგილი უნდა იყოს მკაცრად დაფიქსირებული და შედუღების დროს უმოძრაოდ დარჩეს. არ დაივიწყოთ უსაფრთხოების ზომების შედუღების დროს. განსაკუთრებით, პოლიეთილენის მილების შედუღების მცირე გამოცდილების გათვალისწინებით, მაშინაც კი, თუ ფიქრობთ, რომ პროცედურა მარტივი და მარტივია.
Seams- ის ხარისხის კონტროლი
პოლიეთილენის მილების შედუღების პროცედურის სავალდებულო ნაწილია შესრულებული ნაერთების ხარისხის კონტროლი. თქვენ შეგიძლიათ გააგრძელოთ მილების დამუშავება მომავალში მხოლოდ შესრულებული ყველა ნაერთის შემოწმების შემდეგ. შესრულებული seams უნდა შეესაბამებოდეს დამკვიდრებულ ტექნიკურ მოთხოვნებს, მხოლოდ ამის შემდეგ შეიძლება დამაჯერებლად აღიარონ, როგორც მაღალი ხარისხი.
მილსადენი, რომელიც შეიკრიბა პოლიეთილენის მილებიდან ხარისხობრივად შესრულებული სახსრებით, გაგრძელდება რამდენიმე ათეული წლის განმავლობაში, დამატებითი მოვლა -პატრონობისა და შეკეთების გარეშე. აქ მოცემულია პლასტიკური მილების ძირითადი მოთხოვნები და პარამეტრები, რომლებიც წარმოდგენილია ვიზუალური შემოწმების დროს seam ხარისხის ხარისხზე:
- მილის ზედაპირზე კავშირი არ უნდა გამოიყურებოდეს დაცემულ ღარში, ანუ ის არ უნდა განთავსდეს მილსადენის ზოგად დონეზე.
- მნიშვნელოვანია გაუძლოს მილების გასწორებას. შედუღებული პროდუქტების გადაადგილება ერთმანეთთან შედარებით არის დაშვებული, მაგრამ კედლის სისქის არაუმეტეს 10%. მაგალითად, თუ შედუღებთ მილებს კედლებით, რომლებსაც აქვთ 5 მილიმეტრი სისქე, მაშინ გადაადგილების მნიშვნელობა არ უნდა აღემატებოდეს 0,5 მილიმეტრს.
- როლიკების სიმაღლე, რომლებიც ქმნიან პლასტმასის მილებს და მათ ზედაპირზე, ასევე შეზღუდულია. მილების შედუღებისას 5 მილიმეტრიანი სისქით, როლიკერის სიმაღლე არ უნდა აღემატებოდეს 2.5 მილიმეტრს. თუ მილების კედლების სისქე 6-20 მილიმეტრია, მაშინ როლიკერის სიმაღლე უნდა შემოიფარგლოს 5 მილიმეტრით.
ამრიგად, პოლიეთილენის მილები ფართოდ გამოიყენება მილსადენების სხვადასხვა მიზნით. სახლში ან ბინაში სამუშაოს შესრულებისას, სავსებით შესაძლებელია პლასტიკური მილების საკუთარი ხელით შედუღება. მილების ზომისა და მილსადენის მიზნიდან გამომდინარე, შეირჩევა შედუღების მეთოდოლოგია და არ იქნება რთული ამ ნაწარმოების ტექნოლოგიის დაუფლება. საკმარისია შეისწავლოთ თეორიული რეკომენდაციები და შეზღუდვები პროცედურასთან დაკავშირებით, რის შემდეგაც შეგიძლიათ უსაფრთხოდ დაიწყოთ პრაქტიკა!
კომენტარები
![]()
Strport სამშენებლო პორტალი 2011-2018. სტატიები სარემონტო, მშენებლობის, სამშენებლო მასალების შესახებ.
საიტიდან ინფორმაციის კოპირება შესაძლებელია მხოლოდ სარედაქციო ოფისის ნებართვა ან წყაროზე პირდაპირი ბმულის მითითებით. იურიდიული დასაბუთება
ეს ინდუსტრიული მეთოდია
ეს არის შედუღების სამრეწველო მეთოდი, აქ მხოლოდ მილიონი აღჭურვილობაა, სახლში და არა როგორ გამოიყენოთ იგი. ალბათ მინიმუმ ექვსი თვის განმავლობაში თქვენ უნდა ისწავლოთ ასეთი აღჭურვილობის შედუღება. იგივე მილის შედუღება შესაძლებელია ფენი ან ცხელი ჰაერის სამრეწველო პისტოლეტით, მაგრამ ამას ბევრი დრო დასჭირდება.