Система «теплый пол» состоит из двух частей: нагревательного элемента и...
|
|
Если вы ищете недорогой и практичный материал для отделки потолка в хозяйственном... |
Монтаж алюминиевых окон не сильно отличается от установки окон из других материалов.... |
Заточка ленточной пилы своими руками
Ленточные пилы – это инструменты для резки, применяющиеся в ленточнопильных станках. Являют собой замкнутую ленту с зубьями. Обладают массой своих, характерных только для них, достоинств. Ширину пропила ленточные пилы оставляют значительно меньшую, нежели дисковые инструменты: если при пилении бюджетной древесины этот факт, возможно, и несущественен, то при резке элитного металла и разделке ценных древесных пород – критически важен. С их помощью можно разрезать совершенно любую заготовку. Кроме того, ленточные пилы демонстрируют хорошую скорость работы , обеспечивают высокое качество поверхности реза. Уменьшение отходов стружки благодаря их использованию – вещь очевидная. Однако, чтобы стабильно ощущать на практике все вышеперечисленные преимущества работы с инструментом, необходимо ответственно подойти к вопросам его обслуживания. Заточка ленточных пил, а также их разводка должна производиться качественно и своевременно.
Цена заточки ленточных пил в специализированных конторах обычно невысока, однако скорость и грамотность выполнения работ не всегда радует. Можно ли справиться с задачей своими руками? Безусловно, если знать, как правильно точить ленточные пилы и располагать необходимыми приспособлениями.
Оглавление
- Немного теории: из чего изготавливают инструмент?
- Все о зубьях и углах их заточки
- Тонкости разводки ленточных пил
- Как правильно заточить ленточную пилу?
- Советы профессионалов
- Какие ошибки могут возникать в процессе заточки?
Немного теории: из чего изготавливают инструмент?
Пилы для древесины обычно изготавливают из инструментальной стали (твердость 45 HRC).
Для производства изделий по металлу российские производители обращаются к сталям В2Ф, 9ХФ, зарубежные же - к C 75 и др. Зубья таких пил в процессе закалки высокочастотными токами "награждаются" высочайшей твердостью. Часто при работе с металлом используют биметаллический ленточный инструмент: его полотно выполнено из пружинной стали, а лента с зубьями – из сплава с высоким содержанием кобальта и вольфрама. Эта быстрорежущая сталь «присоединяется» к основанию пилы при помощи электронного луча.

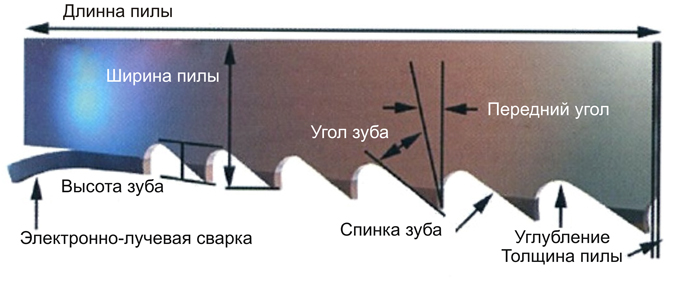
Все о зубьях и углах их заточки
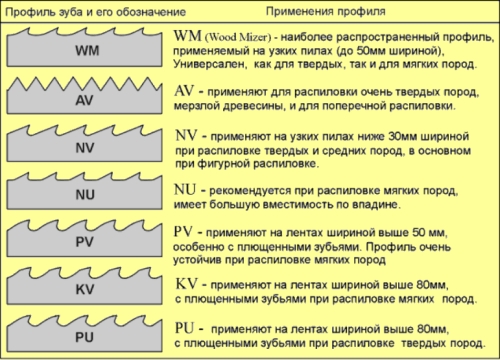
Ленточные пилы могут обладать различной геометрией зубьев: на нее влияют тип и свойства распиливаемого сырья. Что касается инструментов для работы с древесиной, то они могут быть столярными, делительными и предназначающимися для распиловки бревен – и параметры и форма зубьев у каждого «подвида», соответственно, свои. Угол заточки ленточных пил по дереву определяется фирмой-производителем на основании целого ряда факторов, но ключевой является такая тенденция – чем тверже материал, тем меньшим должен быть передний угол.
Для пил по металлу с постоянным шагом характерны две основные формы зубьев – стандартная и «положительный передний угол». Стандартные зубья предназначается для резки тонкостенного материала, с положительными передним углом – для обработки металла с толстыми стенками.
Теперь о величине шага. Для тонкостенных заготовок (листовой прокат, трубы) применяют пилы с малым шагом зубьев – иначе существует риск повредить или даже сломать зуб. С толстостенными материалами лучше работать при помощи инструмента с небольшим количеством зубьев на дюйм.
Дабы устранить эффект резонанса, провоцирующий вибрации полотна, ряд пил делают с переменным шагом.
Тонкости разводки ленточных пил
По мере эксплуатации инструмента происходит снижение качества его режущей кромки. Поэтому разводка и правильная заточка ленточных пил – естественная часть рабочего процесса.
Обратите внимание! Развод должен производиться перед заточкой, а не после нее!
Разводка – это операция по отгибу зубьев в стороны для предотвращения зажатия полотна инструмента и уменьшения его трения. Существует три основных вида разводки:
• классическая – зубья отгибаются вправо и влево стороны строго поочередно;
• зачищающая – каждый третий зуб оставляют в первоначальной позиции. «Актуальна» для инструментов, служащих для резки особенно твердых материалов и сплавов;
• волнистая – каждый зуб имеет «свое» значение величины отгиба, таким образом, из них образуется волна. Это самый сложный тип разводки.
Стоит знать! При разводе отгибают не весь зуб, а лишь его часть – треть или две трети от вершины.
Рекомендуемые производителями значения величины развода укладываются в диапазон 0,3-0,7 мм. Осуществляется операция при помощи специального разводного инструментария.
Как правильно заточить ленточную пилу?
Доказано: свыше 80% случаев разрыва инструмента происходит из-за несоблюдения правил заточки ленточных пил. Необходимость манипуляции определяется визуально – по виду самых зубьев или состоянию стенок пропила (увеличение шероховатости поверхности).
Круги для заточки ленточных пил выбирают в зависимости от твердости зубьев. Для заточки изделий из инструментальной стали обращаются к корундовым кругам. Биметаллические пилы требуют алмазных либо боразоновых образцов. Форму заточного круга для ленточных пил следует определять, исходя из параметров инструмента. Она может быть профильной, чашечной, плоской, тарельчатой.

Перед началом работ рекомендуется позволить пиле провисеть в вывернутом состоянии десять-двенадцать часов.
Требования к заточке ленточных пил своими руками:
• обеспечение равномерного съема металла по профилю зуба;
• исключение чрезмерного нажима круга (это может привести к отжигу);
• обеспечение сохранности высоты и профиля зуба;
• обязательное наличие охлаждающей жидкости;
• контроль отсутствия заусенцев.
Стандартная инструкция по заточке ленточных пил гласит, что заточка должна производиться либо по передней поверхности зуба, либо и по передней, и по задней. Но это теория. На практике же многие профессионалы, да и народные умельцы «исполняют» ее исключительно по задней поверхности – так, по их мнению, удобней.

Вообще, несмотря на массу правил и требований, данные инструменты достаточно неприхотливы в плане заточки. С ними можно работать, как с помощью специального заточного устройства для ленточных пил, так и вручную; применять для обработки разные по форме и материалу круги и т.д.
Перед тем, как точить ленточную пилу необходимо ознакомиться с основными способами осуществления данной операции.
Способ 1. Полнопрофильная заточка
Является наиболее качественной, производится на автоматическом станке. Эльборовый круг, точно подобранный по форме, одним движением проходит всю межзубовую впадину вместе с соответствующими поверхностями соседних зубьев. Получение угловатых форм у основания зубьев при этом исключено. Единственный недостаток такой заточки – это необходимость иметь в постоянном распоряжении определенное количество кругов для «разнопрофильных» пил.
Способ 2. Заточка граней зубьев
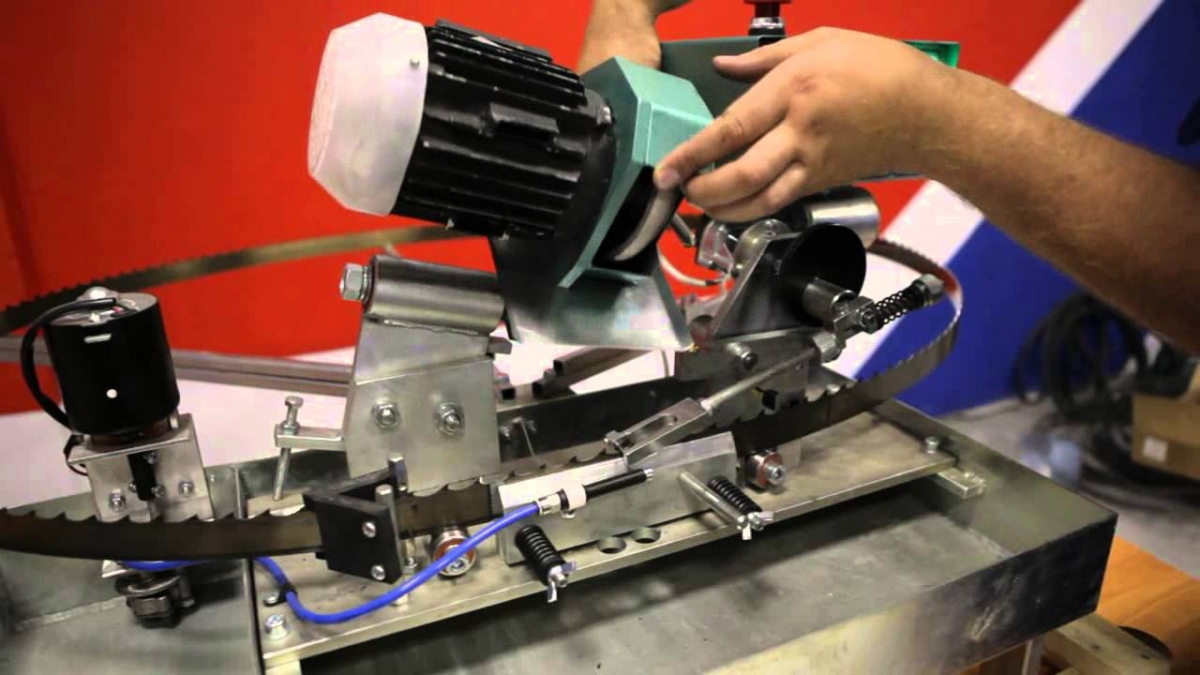
Может осуществляться на профессиональном станке либо вручную.
Если предпочтение отдано станку, то следует, опять же, грамотно подобрать круг – обычно это плоские образцы. Вообще к специализированному заточному оборудованию рекомендуется обращаться только в тех случаях, когда объем работ достаточно велик. Эпизодические «домашние» манипуляции лучше производить вручную – при помощи гравера или на обычном станке. При работе в целях безопасности следует обязательно использовать маску либо защитные очки.
Если ни станка, ни гравера в вашем арсенале нет, то можно заточить ленточную пилу и обычным дедовским методом – орудуя надфилем. Три-четыре уверенных движения по задней либо передней грани каждого из зубьев – и дело, как говорится, «в шляпе». При регулярном и старательном исполнении операции навык качественной ручной заточки появится быстро.
Советы от профессионалов
1. В случае заточки ленточной пилы посредством станка, перед началом работ необходимо убедиться в правильности положения заточного диска относительно инструмента.
2. Очень важно снять из пазух такое количество металла, чтобы все микротрещины были гарантированно устранены.
3. Если инструмент «функционировал» без качественного обслуживания дольше, нежели допускал производитель, количество металла, снимаемого за одну заточку, следует увеличить.
4. Для проверки результатов заточки всегда используйте в качестве эталона новый инструмент.
5. Форма зуба пилы – разработанный и выверенный годами параметр. Поэтому надеяться на то, что инструмент будет пилить «как по маслу», в независимости от того, что вы «вытворите» с зубьями – огромное заблуждение.
6. При соблюдении эксплуатационных требований ленточная пила будет служить вам на совесть до того момента, пока ее ширина не уменьшится до цифры, равной 65% от исходного значения. Уменьшается ширина, естественно, в процессе перезаточек.
7. Существует совершенно абсурдная рекомендация о том, что особой надобности в снятии заусенцев после обработки нет. Если к ней «прислушаться», то появление микротрещин в полотне гарантировано.
8. После работы ленточную пилу следует незамедлительно подвергать очистке от смолы и опилок, а перед заточкой – тщательному осмотру. В противном случае риск засорения заточных дисков крайне высок. А это неизбежно влечет за собой «халтурность» процедуры заточки.
Какие ошибки могут возникать в процессе заточки?
Ошибка 1. Подгоревшие пазухи зубьев изделия
Причина этого явления кроется в чрезмерных усилиях заточного круга. Как результат - быстрое затупление ленты.
Ошибка 2. Неправильный угол наклона и несовершенность формы пазух зубьев.
К такой ситуации могут привести несколько факторов:
• снос эксцентрика заточного устройства;
• ошибка настройки угла наклона головы станка;
• несоответствие профиля заточного круга.
На этом все. Теперь вы знаете, как заточить ленточную пилу правильно, и какие инструменты и приспособления могут для этого потребоваться.
Комментарии
![]()
© Строительный портал StrPort 2011-2018. Статьи о ремонте, строительстве, стройматериалах.
Копирование информации с сайта возможно только с разрешения редакции или с указанием прямой ссылки на первоисточник. Юридическое обоснование