Az alagsor felépítése felelős és nagyon komoly folyamat. Mivel ez ...
|
|
A különféle padlók közül a Parquet egy különleges helyet foglal el. Ez a padló ... |
A homlokzat klinker csempe különleges helyet foglal el az építési befejezés között ... |
Diy polietilén csőhegesztés

A polietilénből készült csöveket aktívabban használják. Az ilyen termékek műszaki jellemzői lehetővé teszik számukra a termelési igények és a háztartási csővezetékek építésének folyamatát. A jó minőségű, a polietilén csövek viszonylag alacsony árán állandó keresletet teremt számukra. Ezen felül egyszerűen a telepítésben és a csatlakozásban. Fontolja meg, hogy a műanyag csöveket otthon hegesztik.
Tartalom:
- Polietilén csövek összekapcsolása
- Csőhegesztési szabályok
- Csőhegesztési módszerek
- A varratok minőség -ellenőrzése
Polietilén csövek összekapcsolása
Azok, akik úgy döntöttek, hogy a régi csővezetéket műanyagra cserélik, kétségtelenül értékelik a műanyag típusú modern fajtát. Másrészt azonban egy széles választék bizonyos nehézségeket okozott, mivel önmagában minden nézethez különleges kapcsolat szükséges a telepítés során. Különleges anyagcsövek - Az így nevezett varrott polietilén különösen ellenáll a külső tényezőknek és megbízhatónak.
A polietilénből készült csövek felhasználhatók nyomás és nem nyomóvezeték felépítésére. A háztartási terv ilyen csöveit leggyakrabban a vízellátó rendszer összeállításához használják. A csővezeték saját kezével történő telepítéséhez fontos, hogy az otthoni mesterek megismerjék a polietilén csövek vegyületeinek paramétereit.

A polietilén csövek fő típusai: a csatlakozás további csatlakozó elemekkel, úgynevezett szerelvények, tompa és villamosenergia -hegesztés. A leszerelhető kapcsolatokkal általában minden világos. A detektív ízületek szokásosak a csővezeték belsejének telepítésekor. A csövek elhelyezése a szerelvények segítségével olyan egyszerű eljárás, hogy azt minden olyan személy megszerzi, aki ebben a kérdésben a legkisebb tapasztalattal rendelkezik.
Az ilyen vegyületek megválasztása azonban lehetővé teszi a korlátozott munkavégzés elvégzését, tehát ha egy vízellátó rendszert a saját kezével polietilén csövek hegesztése nélkül telepítik, akkor ezt nem lehet megtenni. Mint egyfajta kombináció, a hegesztés elősegíti a csővezeték szilárdságának és rugalmasságának fenntartását. A csövek beszerelésének másik fontos előnye a föld felszínén, majd az árokba illeszkedik, és például a Tactrand módszer is.
Csőhegesztési szabályok
A polietilén csövek hegesztési módszereinek technológiája eltérő, de számos alapelv ismert. Figyelembe kell venniük őket, bármilyen hegesztést folytatva. Nézzük meg őket részletesebben:

A polietilén csöveknek ugyanolyan falvastagságú és egyenlő átmérőjűnek kell lenniük, hogy fizikailag és kémiailag kompatibilisek legyenek (ezt az információt a gyártónak tisztáznia kell).
- A csövek végét a munka megkezdése előtt kötelező tisztítás alá tartozik.
- A csövek hegesztésekor a külső tényezők és az időjárási viszonyok hatása minimalizálása:
- túl alacsony hőmérsékleten kell melegítenie a helyiséget, amint azt a műanyag csövek hegesztéséről szóló videó mutatja;
- a szél jelenlétében és az ablakok hiányában hozzon létre akadályt bármilyen anyagból, például egy sátorból;
- a napfény bőségével védje meg a hegesztett felületeket az egyenes sugaraktól, hogy elkerülje az egyes helyek túlmelegedését.
- A hegesztésben nem részt vevő csövek végét javasolt dugókkal zárni, mivel a hideg levegő áramlása képes lecsökkenteni a hegesztett területek hőmérsékletét a szükséges (kivéve, ha a polietilén csövek hideghegesztése történik) -
- Kizárja magát a hegesztés folyamatában, és a csövek hűtése során bármilyen mechanikus hatást gyakorol ezekre a termékekre.
Csőhegesztési módszerek
És azonnal van egy kérdése, hogy a polietilén cső hegesztésére szolgáló technológia milyen előnyös, és mely általában a hegesztő csövek. Ha a saját kezével csöveket fog főzni, alaposan meg kell értenie a teljes eljárást, anyagokat és berendezéseket, amelyeket a polietilén csövek hegesztésére használnak. Nincs semmi bonyolult a polietilén csövek hegesztési technológiájában, mivel a modern hegesztőgépeket egyszerűsítik.
Heukan hegesztés
A talajhegesztés vagy mivel tengelykapcsolónak is nevezik, a csövek csatlakoztatása speciális szerelvények felhasználásával. Az illesztéseket, mint például a polietilén csövek, javasolt, hogy helytelen hegesztés esetén vásároljon margóval, különösen, ha először kell elvégeznie az eljárást.
A polietilén hegesztés ehhez a módszerhez ajánlott speciális berendezések készítése, amely egy hegesztőgép. A kézi hegesztőgépeket úgy tervezték, hogy a csövek kézi hegesztésére és kis átmérőjű szerelvényekhez - akár 50 milliméterig terjednek. Az ilyen korlátozások ellenére a kézi hegesztőgépeket a műanyag csövek teljes tartományához gyártják, amelyeket üres hegesztéshez terveztek (akár 125 milliméter).
Vannak olyan mechanikus hegesztő eszközök is, amelyek a nagy átmérőjű polietilén csövek gépesített vágására szolgálnak - 40 milliméter és még sok más, amikor a csövek és a felszerelés kombinációjának erője nagyszerű. Az ilyen eszközök a polietilén csövek haranghegesztésének sebességét és kényelmét biztosítják, és lehetővé teszik a kiváló minőségű hegesztett ízület elérését.

Bell -alakú hegesztéshez készítse el a következő kiegészítőket:
- Fúvókák vagy adapterek. Periódusos cserére van szükségük a teflon bevonat viselése miatt. A polietilén csövek egy bizonyos átmérőjéhez a megfelelő átmérőjű fúvókára van szükség.
- Vágó eszközök. Ilyen dolgokra van szükség a csövek vágásához, amikor a csővezetéket elhelyezik, és eltávolítják az alumíniumréteget, mielőtt a megerősített csövekből hegesztik.
A hólyag felületek ebben az esetben a cső külső része és a szerelvény belseje. Mindkét felületet hegesztési fúvókával melegítjük, amelyek ezekből az alkatrészekből állnak: Dorn fele a felszerelés melegítéséhez és a hüvely fele a cső végének melegítéséhez.
A polietilén csövek harangját így végezzük. A hegesztőgépet a kívánt hőmérsékletre kell melegíteni. A szerelvényt a Dorn -ra helyezik a műanyag csövek hegesztésére vonatkozó utasítások szerint. Egy ilyen cselekvés általában enyhe erőfeszítést igényel. Ugyanakkor tegye a hüvely végére a polietiléncső végére. Végezze el ezeket a manipulációkat a lehető leggyorsabban.

Ne feledje, hogy a hüvely külső átmérője valamivel nagyobb, mint a cső belső átmérője, és a szerelvény belső átmérője valamivel kisebb, mint a Dorn külső átmérője. A fűtés közbeni felesleges külső csövekréteg megolvad és roller formájában kiszorítják, amelyet Grata -nak hívnak. A csövek átmérőjének csökkentése lehetővé teszi a hegesztéshez szükséges fúvóka.
Hasonlóképpen, a Grat szintén ki van szorítva a szerelvényen, lehetővé téve a Dorn teljes kombinálását. Az alkatrészeket a fűtési fúvóka falába helyezik, amíg meg nem áll. Ezt a pillanatot a kezével kell éreznie, nagyon fontos, ha előfordul, hogy megállítja a részletekre gyakorolt \u200b\u200bnyomást. Ezenkívül a részleteket ebben a helyzetben kell tartani a szükséges időre.
A kiosztott periódus lejártakor gyorsan el kell távolítania a szerelvényt, majd távolítsa el a csövet a fúvókáról, és két részletet kombináljon a megállásig. Hűtés után egész műanyag részt kap. Ezután a második csövet a szerelvény másik végére hegesztik. Ha csak egyszer tervezi a csövek csövek használatát, akkor tanácsosabb nem gazdasági helyzetből vásárolni, hanem bérelni. Így csökkentheti a műanyag csövek hegesztésének árát.

A kapcsolat minősége közvetlenül az elvégzett manipulációk helyességétől függ. A polietilén csövek apróhegesztésével a következő jellegű hibákat leggyakrabban megengedik. Az elsőt a kombináció során nem vezetik be teljesen az illesztésbe, amely miatt a rés kialakul a belső hangsúly és a cső között. Ez a vegyület szokásosnak tűnik, de a csövek nagy belső átmérőjével és alsó falvastagságú szakaszban képződik.
A részletek kombinálásakor a felesleges erőfeszítések a kapcsolat megbízhatóságához kapcsolódó problémákat is kiváltanak. Tehát a cső belsejében a szerelvény leállításának nyomása alatt egy felesleges Grata alakul ki, amely a jövőben akadályt teremt a gáz vagy a víz áramának.
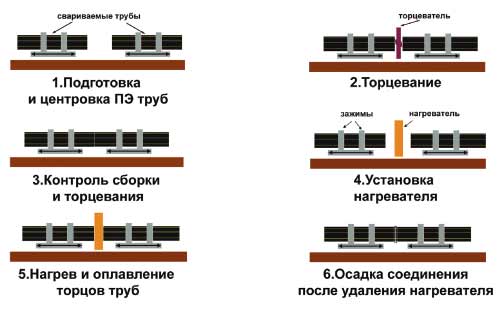
A csövek hegesztése
A legnépszerűbb a polietilén csövek vstok hegesztésének technológiai térképe. A hegesztési technika kiválasztásával jelentősen csökkentheti a villamosenergia felhasználását. Ezenkívül a VSTOK csövek hegesztése nem igényel nehéz berendezések használatát, ami megkönnyíti a telepítési munkát.
Ez a technika hegeszti azokat a csöveket, amelyek vastagsága több mint 5 milliméter, és több mint 50 milliméter átmérőjű. Az egymáshoz hegesztett elemek polietilénmárkájának azonosnak kell lennie. Ezért a fenekű hegesztés elkészítése előtt érdemes a csöveket és az alakú alkatrészeket válogatni a feleknél. Inkább az egy tételben felszabaduló csövek hegesztése. Ezenkívül a csövek ellipinitásának tesztelése nem lesz felesleges.
A technológia alapja a csövek végeinek felmelegedéséből áll, az olvadási folyamat előtti fűtőszerszám segítségével. Ha a csöveket ebben az állapotban összekötik, az alkatrészek csatlakoztatása molekuláris szinten fordul elő. A hegesztést a hegesztést a mínusz 15 fokig és 45 Celsius fokig tartják.
A polietilén csövek hegesztésekor a kérdés azonnal felmerül a kérdés: mennyit kell levágni a csöveket. Végül is a csőszegmens végül a hegesztés távolságával csökken. Keresse meg ezt a műanyag csövek hegesztésére vonatkozó utasításokban, vagy mérje meg a szerszám gőzfúvóját. Ez a távolság különbözik a csövek különböző átmérőjeinél. Például a cső 20 milliméterre ez a távolság 14,5 milliméter, 32 milliméter 18 milliméter cső esetén.
Ezenkívül a vízellátás minden részének hegesztése előtt javasolt a jelölést, hogy a csövet folyamatosan ne mérjék, és a hegesztés megismételhetőségét. A vegyületek ugyanazok lesznek, a megjelenésben ugyanazok lesz, hogy az előzetesen fűtött fúvóka öltözködésére és eltávolítására törekszik.
A polietilén cső feneke hegesztése a hegesztett elemek végének fűtésében rejlik, és ezek kapcsolatuk nyomása alatt. A csövek végeit mereven rögzíteni kell egy speciális készülék zárakba, fűtőlemez helyezkedik el közöttük. Nyomja meg a végeket a tűzhelyre bizonyos nyomással, és ellenálljon az olvadás folyamata előtt.

A fűtési idő a polietilén csövek átmérőjétől és a használt készülék erejétől függ. Miután elérte a szükséges fűtési szintet, távolítsa el a lemezt, és csatlakoztassa a csöveket a csőhöz, miközben nyomást kell gyakorolnia rájuk. Most csak várni kell, amíg a polimer anyag teljesen lehűl.
Annak érdekében, hogy a polietilén csövek hegesztése a VSTOK -hoz a lehető leggyorsabban és pontosan megtörténjen, hidraulikus vagy mechanikus meghajtású eszközöket kell használni. A legfejlettebb eszközök szoftvervezérléssel rendelkeznek.
Egy ilyen eszköz használatát az előnyök teljes listája különbözteti meg: a folyamat automatikus vezérlése, amely kizárja az emberi tényező hatását és a tervezett számú csövek hegesztéséhez szükséges idő pontos kiszámításának lehetőségét.
Csövek elektromoft hegesztése
A polietilén csövek elektrumoft hegesztését különféle falak és különböző átmérőjű csövekhez használják, amikor a vízelvezető rendszerek és a gravitációs szennyvíz nem nyomó csővezetékét telepítik, beillesztik a jelenlegi csővezetékbe és javítják a meglévő csővezetékeket.
Az elektroma felhasználásával történő hegesztési csövek eljárását a hegesztett ízületek előállításakor számolják, amelyek akár 16 atmoszférában is ellenállnak. Az elektromos vegyületek összehasonlítva a tompa hegesztésével, a legköltségesebbek, és a hegesztő polietiléncsövek költségei ebben az esetben növekszik.
Az elektromos folyadékhegesztés elvégzéséhez speciális alakú alkatrészekre van szüksége, például elektromos hegesztő szerelvényekre jelzálog -elektromos fűtéssel, amely felmelegíti a csövek végét. Ha úgy dönt, hogy polietilén csövek elektromos hegesztését készíti, akkor az ilyen utasítások szerint kell cselekednie. Először készítse el a szükséges részleteket, és tisztítsa meg azt a helyet is, ahol elvégzi a munkát, válassza ki a hegesztési lehetőségeket, a cső méretétől és a beágyazott alkatrészektől függően.

Ezután érdemes alaposan megtisztítani az elektromos flutus belső felületét és a csatlakoztatott csövek felületét a szennyező anyagoktól. A termékek tisztításához és egyidejű zsírtalanításához ajánlott olyan szalvétákat használni, amelyek könnyen folyékonyak, például alkohollal telítettek.
A hegesztett csövek végeit gondosan és egyenletesen kell meg kell vágni, hogy elkerüljék az olvadt polietilén cső belsejét. Távolítsa el az oxidált réteget a csövek felületéről. A csövek előállítása során kialakult oxidok mechanikusan eltávolíthatók speciális kaparókkal történő tisztítással.
Rögzítse a csöveket a helyzetbe, miközben irányítja az igazításukat. Annak érdekében, hogy az illesztéseket a portól a portól is megvédjük, szokás, hogy a tekercset ragacsos szalaggal használják. A csövek nyitott végeit dugókkal zárják le, hogy megakadályozzák a termelékeny hőveszteséget. Az ELETROMOFT következtetéseit ki kell alkalmazni, amelynek eredményeként a szerelvény felmelegszik, hegesztési csövek.

A polietilén csövek, beleértve a hűtési időt is, az alakú, az alakú részű csőhelyet hegesztése mereven rögzítve, és hegesztés közben mozdulatlannak kell maradnia. Ne felejtse el a hegesztés közbeni biztonsági intézkedéseket. Különösen figyelembe véve a polietilén csövek hegesztési kis tapasztalatait, még akkor is, ha úgy gondolja, hogy az eljárás egyszerű és egyszerű.
A varratok minőség -ellenőrzése
A polietilén csövek hegesztési eljárásának kötelező része a végrehajtott vegyületek minőség -ellenőrzése. A csövek feldolgozását a jövőben csak az összes elvégzett vegyület vizsgálata után folytathatja. Az elvégzett varratoknak meg kell felelniük a megállapított műszaki követelményeknek, csak akkor lehet a kapcsolat magabiztosan magas színvonalúnak.
A kvalitatív módon végrehajtott ízületekkel rendelkező polietilén csövekből összeállított csővezeték több évtizedig tart, anélkül, hogy további karbantartást és javítást igényelne. Itt vannak a műanyag csövek alapvető követelményei és paraméterei, amelyeket a varrás minőségére mutatnak be a vizuális ellenőrzés során:
- A cső felületén lévő csatlakozás nem úgy néz ki, mint egy lehullott horony, vagyis azt nem szabad a csővezeték általános szintje alá helyezni.
- Fontos ellenállni a csövek igazításának. A hegesztett termékek egymással szembeni elmozdulása megengedett, de a fal vastagságának legfeljebb 10% -a. Például, ha a csöveket olyan falakkal hegeszti, amelyek vastagsága 5 milliméter, akkor az elmozdulási érték nem haladhatja meg a 0,5 millimétert.
- A műanyag csövek belsejében és a felületükön kívüli hengerek magassága szintén korlátozott. Ha 5 milliméter vastagságú hegesztő csöveket hegesztő, a henger magassága nem haladhatja meg a 2,5 millimétert. Ha a csövek falainak vastagsága 6-20 milliméter, akkor a henger magasságát 5 milliméterre kell korlátozni.
Így a polietilén csöveket széles körben használják a csővezetékek különféle célokra történő összeállításához. Ha házban vagy lakásban végez munkát, akkor a saját kezével a műanyag csövekkel való hegesztése teljesen lehetséges. A csövek méretétől és a csővezeték céljától függően a hegesztési módszert választják, és nem lesz nehéz elsajátítani a munka technológiáját. Elegendő az elméleti ajánlások és korlátozások tanulmányozása az eljárásra, majd biztonságosan megkezdheti a gyakorlatot!
Hozzászólások
![]()
Strort Construction Portal 2011-2018. Cikkek a javításról, építésről, építőanyagokról.
Az információk másolása a webhelyről csak akkor lehetséges a szerkesztői iroda engedélye Vagy egy közvetlen link jelölése a forráshoz. Jogi indoklás
Ez egy ipari módszer
Ez egy ipari hegesztési módszer, csak egymillió berendezés van, otthon, nem pedig hogyan kell használni. Valószínűleg legalább hat hónapnak meg kell tanulnia az ilyen felszerelések hegesztését. Ugyanaz a cső hegeszthető hajszárítóval vagy ipari pisztolyral, de sok időbe telik.