A befejező anyagok bősége ellenére a falak háttérképtel való beillesztése továbbra is a leginkább ...
|
|
A méhek tenyésztésének fontos pontja, amely biztonságos helyet szervez a télen, ... |
A homlokzat befejezése egy nagyon fontos folyamat, amely meghatározza az épület és annak ... |
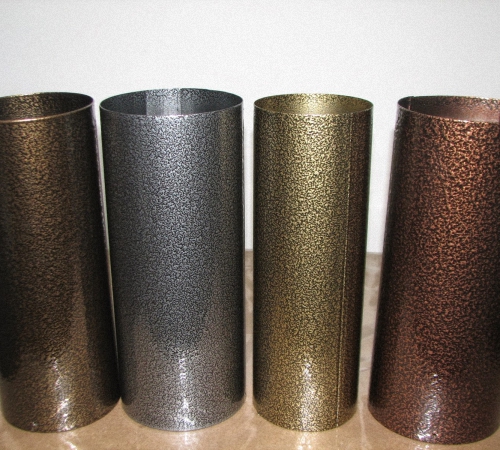
Fémajtók porfestése

Az ajtók porfestése egy technológiai folyamat, amelynek eredményeként a száraz festék anyagának mikroszkópos részecskéi, amelyek pozitív elektromos töltésűek. A töltést súrlódás vagy a külső környezet forrásából alakítja ki. A feldolgozott résznek negatív töltése van, így a por leüleped. Ezután a felületet felmelegítik, az alkalmazott por megolvad, és egy film formájában megbízható bevonatot készít. Ez a színező anyag felhordásának módszere alkalmas fémből készült felületek feldolgozására.
Tartalomjegyzék:
- A porbevonat előnyei
- A porbevonat hátrányai
- A munkához szükséges berendezések kiválasztása
- A felület előkészítése a festészethez
- Por bevonási technológia
- Az alkalmazott por bevonat sütése
A porbevonat előnyei
A színezés és a klasszikus bevonás folyékony festékkel történő összehasonlításával a porfestés sok előnye észlelhető:
- Környezeti tisztaság. A por mérgező és tűzveszélyes anyagok használata nélkül készül.
- Gazdaság. A por fogyasztása mérsékelten fordul elő, és a felszínen telepedett részecskék nem maradnak a következő festéshez.

- Nagy ellenállás a kémiai és fizikai befolyásokkal szemben.
- A bevonat egyenletes eloszlása \u200b\u200ba felületen.
- Az alapozó alkalmazásának szükségességének hiánya.
- Az ideális bevonat akkor alakul ki, ha felületi feldolgozás csak egy réteg festékkel.
- A folyadékfesték kezelésekor a nyersanyagok veszteségének teljes százaléka 40%, ha poros felszíni kezelés 4%.
- A porral végzett teljes munkaidő sokkal kevesebb, mivel 1,5-2 óra elteltével teljesen rögzítve van.
- A por tárolását a festéshez konkrét körülmények megteremtése nélkül végezzük.
- A porral festett termékek szintén nem igényelnek üzemeltetési és szállítási körülményeket.
- Egyáltalán nem nehéz a felületet a porral festeni, ez nem igényel speciális készségeket.
- A porral történő festés során a mérgező szekréciókkal történő mérgezés ki van zárva, mivel ezek egyszerűen nem.
A porbevonat hátrányai
Az előnyök listájának minden gazdagságával a porfestékkel festett ajtóknak vannak hátrányai.
- A festés technológiája megköveteli a por olvadási hőmérsékletének létrehozását 150-220 fokos szinten, ami kizárja a műanyag és a fa felületének ilyen módon történő feldolgozásának képességét.

- A porbevonat magasabb, mint a szokásos folyékony festék.
- A festéshez szükséges felszerelések keskeny kör van. Egy kis kemence nem fogja feldolgozni egy nagy terület bevonását. Egy nagy kemence nem hatékony, ha apró részletekkel dolgozik.
- Nehézségek egy vékony festékréteg alkalmazásának.
- Alacsony hőmérsékleten nehéz porral elvégezni a munkát.
A munkához szükséges berendezések kiválasztása
A munka megkezdése előtt a felszerelés felkészül a teljes folyamatra. A legfontosabb eszköz egy speciális kamera, a teljes festési folyamat fő részét benne végzik. Az eszköz műszaki jellemzőit a feldolgozott rész anyagának és típusának megfelelően választják ki.
Ez a kamera valójában maga a kamerából áll, a port permetezik benne, és a tűzhely úszáshoz. Ha azt tervezik, hogy a saját kezével fémajtókat festenek, akkor nem szükséges megvásárolni ezeket az egységeket. A szokásos sütő szintén alkalmas a bevonat olvasztására.

A kamrán kívül egy elektromos energiával rendelkező pulverzer használható a folyamatban. Az ilyen modellek funkciója a sűrített levegő bekapcsolása. Ilyen pisztoly hiányában azt egy kompresszor helyettesíti, amelyet működő szűrővel felszerelnek a nagynyomásra.
A fémajtók porfestményének lehetősége szintén nagyon fontos. Jól megvilágítva, lehetőleg nappali lámpáknak kell lennie. Illyenek, mert a munka elvégzése során a por nem tapad a szokásos lámpák forró felületéhez. Házi körülmények között az ilyen munka optimális szobája a garázs. Egy jó szellőztető rendszert kell felszerelni.
Egy másik fontos elemkészlet a porgyűjtéshez megmarad. Segít az anyag megmentésében, a fogyasztás minimálisra csökkentésével. A rekuperátor erre a célra jól alkalmas, de egy közönséges porszívót is adaptáltak. A porszívót használó munka során azonban biztosítani kell, hogy a szűrők ne eltömődjenek, a szilárd szűrővel rendelkező modellek optimálisan alkalmasak. A munka megkezdése előtt ellenőrizni kell az elektromos hálózat állapotát, ellenállnia kell a nehéz terheléseknek, és jó földeléssel kell rendelkeznie.
A nagy alkatrészek festménye során speciális célú szállítási rendszert használnak. Az alkatrészek egyszerű mozgását biztosítja a teljes folyamat során. Ipari léptékben egy ilyen rendszer egy szállítószalag elvén működik, amely felgyorsítja és optimalizálja a folyamatot. A színezés szállítási rendszere kocsik vagy mechanizmusok, amelyek síneken mozognak.
A felület előkészítése a festészethez
Ha az alkatrészeket festő porral feldolgozják, gyakran nem figyelnek az alkatrész előzetes előkészítésére. Ugyanakkor, mint bármely más befejezési vagy javítási munka végrehajtása során, az előkészítés nagy hatással van az elvégzett munka minőségére. Ugyanez vonatkozik egy olyan rész feldolgozására, mint a bemeneti fém ajtóinak. A porfestés a munkafelület tisztaságát igényli. El kell távolítani az összes rendelkezésre álló foltot, zsírtalanítani az ajtót és a foszfátot. Ez az intézkedés nem szükséges, de elősegíti a fém korrózióval szembeni rezisztenciáját és javítja a tapadást.

Az anyagot vegyi anyagok vagy mechanikai módszerrel tisztítják meg. A mechanikus módszer az ajtó acélkefével vagy a csiszoláshoz szükséges lemez tisztítása. A felület tisztítása tiszta darab pamutdarabmal, oldószerrel impregnálva. A kémiai feldolgozás során lúgos, savas vagy semleges anyagokat használnak. Az optimális anyag használata a szennyezés típusától, a megtisztított anyag fajtáitól és annak teljes méretétől függ.
A foszfáció átváltható alréteg a felületre alkalmazza. Ki kell zárni a folyékony és szilárd molekulák bevonási rétegének valószínűségét, amelyek elpusztítják a permetezést, és az alaptól való leválódáshoz vezetnek. Ezenkívül ez az eljárás javítja a festőpor és a fém összekapcsolását.
Ha vannak rozsda, skála, oxidfilm nyomai, akkor csiszoló vagy kémiai módszerrel eltávolítják őket. A csiszoló módszer a felületet apró homok, frakció felhasználásával is megtisztítja. A nagyobb részecskék alkalmazhatók, például acélból, öntöttvasból, dióhéjból és hasonló anyagokból készült granulátumok. A részecskéket centrifugális erő vagy sűrített levegő áramlása alatt az érintett területre adják át. Erővel, a fémbe ütéssel, leütik és elveszítik legsebezhetőbb helyeit, azaz a szennyezéssel rendelkező területeket, míg a megszakítás nélküli anyag érintetlen marad.
Az érintett területek kémiával vagy maratásának eltávolításával történő tisztítás olyan fő komponenssel rendelkező oldatokkal, mint a nitrogén, sósav, kén vagy foszforsav. Az ilyen oldatok gátlókat tartalmaznak, amelyek lelassítják a tiszta területek pusztulását. Ennek a módszernek a hátránya, hogy gondosan eltávolítsuk az oldat maradványát az anyagból. Ehhez speciális mosószerszámokat használnak, amelyek megszerzése növeli a munka teljes költségét.
Az előkészítés passzivációjának utolsó szakasza. Ez az eljárás egy felületkezelés króm és nátrium -nitrát csatlakozásával. Ez a folyamat szükséges a korrózió megelőzéséhez a feldolgozás minden szakaszában. Az oldat felhordása után az alkatrészt megszáradni hagyjuk, majd készen áll a porfesték felhordására.
Por bevonási technológia
Az előkészítő folyamatok befejezése után a fémajtók közvetlenül kezdődnek. Ezt az eljárást szakmailag egy speciális kamrában hajtják végre, amelynek fő funkciója a nem leállított porszemcsék elfogásának fő funkciója. Egy ilyen egység szűrőrendszerrel, rezgéssel, bunkerrel és szívó rendszerrel van felszerelve. A por lefedésének módszere az elektrosztatikus permetezés, amelyet a földelt elemre alkalmaztak. A por felhordásának eszközeként egy permetezésű pisztoly működik.

A fémajtók festését önállóan hajtják végre, a folyamat néhány módosításával. Ezt a munkát otthon végzi, a kamera használata nélkül, az alkatrészt egyszerűen felfüggesztik a horogon, és a PSU mínuszával kombinálják. A szükséges feszültség létrehozásához generátorra és szorzóra lesz szüksége. A telepítés vezetékei válassza ki a megfelelő 25 négyzetméteres feszültséget.
A munkát elvégzendő pisztolyt egy eszköz rakodó porral kombinálják. Otthon egy szokásos műanyag palackot használnak erre a célra. A munka levegőjét összenyomni és ki kell szárítani. A kiválasztott palackra fémborítást tesznek, az anyagnak jó áramú vezetőnek kell lennie. Sok kis lyuk készül a fedélben, feszültség lesz rá. Ezenkívül minden nagyon egyszerűen működik, amikor a palack műanyag oldalainak megnyomásával nyomástesést hoz létre, amely a port a fedél lyukain keresztül tolja át, amelyen áthalad, amelyen a por megkapja a szükséges töltést.
Egy ilyen eszköznek számos lehetősége van a modernizációra, a fent leírt ötletet is használják a hagyományos permetezőgép felszerelésére a fémajtók porfestésére. Az alábbi videó éppen egy ilyen otthoni eszközt mutat. A fedélhez szállított feszültség méréséhez az alkatrészekre kerül, ha a szikra 2,5-3 cm távolságra ugrik, akkor a feszültség megfelel a szükséges paramétereknek. Ami a kamerát illeti, akkor a szokásos újságok, egy műanyag fólia, egy porszívó vagy egy rekuperátor váltja ki.
Az alkalmazott por bevonat sütése
A festőpor felhordásának fő stádiuma nem az előkészítő folyamatokban, és nem a por felületén. A bevonat kialakulásának legfontosabb és legfontosabb stádiuma. A képződés során a bevonat megolvad, megkeményedik, majd lehűti. Mindez egy speciális kemencében vagy kamerában halad át. Az iparban különféle típusú eszközöket használnak, amelyek céljaiktól függően változnak. Háztartási skálán ezt az egységet egy szokásos szárítószekrény váltja fel, elektronikus alkatrészekkel.
A porfestés során a felület kialakulásához szükséges szekrények a készülék belsejében hőmérséklet -szabályozó rendszerrel vannak felszerelve. Lehetőségük van arra is, hogy konfigurálják a berendezések automatikus leállítását a sütés végén. Az ilyen berendezéseket elektromos ütés, fűtőolaj vagy gáz táplálja. A kialakításukban lévő kályhákat vízszintes, függőleges, holt -egy -egy -átjáróra és multi -passra osztják.

A festett alkatrész sütésének technológiai folyamata 150-220 ° C hőmérsékleten zajlik Idővel kb. 15-30 percig tart. Az ilyen feldolgozás áthaladása eredményeként film képződik a felszínen, azaz a por polimerizálódik. A kamerának a hőmérsékletet ugyanabban a szinten kell tartania, különben a termék nem melegszik egyenletesen, és a színezés minősége nem felel meg a követelményeknek. A sütési módot a termék méretének, a festék típusának és a különféle kemencének megfelelően választják meg. Hűtse le a terméket természetesen, és helyezze a szabadban. Amikor a termék hőmérséklete a kívánt szintre csökkent, akkor teljesen készen áll.
Otthon, porfestékkel rózsaszínű szárításhoz, a részleteket a szokásos hőszekrény adaptálja. Az ilyen eszköz hőmérsékletének el kell érnie a 200 ° C-ot, és a feldolgozási idő 40-60 percre növekszik. A szekrényt belülről alaposan szigeteljük azbeszttel vagy ásványi gyapjúval. A tenákat fűtési elemként használják egy házi kemencében. Az alkatrészek egyenletes melegítéséhez a kemence konvekciós eszközzel van felszerelve.
Hozzászólások
![]()
Strort Construction Portal 2011-2018. Cikkek a javításról, építésről, építőanyagokról.
Az információk másolása a webhelyről csak akkor lehetséges a szerkesztői iroda engedélye Vagy egy közvetlen link jelölése a forráshoz. Jogi indoklás
Porfestékek mosása
Mosóporfestékek az Interchimmet LLC -től
Timofeev Konstantin
Az Értékesítési Osztály LLC szakember ‹InterChimmet›
Tel. (812) 449-21-95 (Dob. 120)
Tel. m. +7 (911) 839-76-22
195196, Szentpétervár,
utca. Riga, 3
E-mail: ktimofeev@interchemmet.com
www.interchemmet.com