Как бы ни хотели жители загородных поселков обитать поближе к природе, без некоторых...
|
|
При строительстве любого дома возникает необходимость использования железобетонных... |
Практически каждый капитальный ремонт не обходится без обустройства стяжки пола.... |
Сварка аргоном своими руками

Нержавейка, медь, титан, алюминий, бронза, другие цветные металлы и легированные стали – все это металлы, детали из которых просто так не сваришь между собой. А ведь в быту бывают разные ситуации: то необходимо сварить трубы из нержавейки, то детали автомобиля из алюминия или просто приварить отвалившуюся ножку от бронзовой статуэтки. К перечисленным выше металлам потребуется особый подход – аргонодуговая сварка, работы по которой стоят недешево, если не сказать изрядно «кусаются», если заказывать их у специалиста. Вот и возникает вопрос у хозяев, а возможна ли сварка аргоном своими руками и что для этого нужно. Если Вы еще никогда ничего варили, то категорически не стоит начинать со сварки цветных металлов, уж больно трудоемкий и сложный это процесс, рассчитанный на некую сноровку специалиста и его опыт. Но если опыт обычной дуговой сварки имеется и Вы уверены в своих силах, тогда информация из данной статьи для Вас.
- Сварка аргоном: технология и общие принципы
- Что нужно для сварки аргоном
- Различные режимы сварки аргоном
- Аргонодуговая сварка: преимущества и недостатки
- Сварка аргоном: видео – инструкция
Сварка аргоном: технология и общие принципы
Аргонодуговая сварка представляет собой некий гибрид электросварки (дуговой) и газовой сварки. На технологию электросварки она похожа тем, что используется электрическая дуга, а на газовую – использованием газа и похожей работой сварщика.
Электрическая дуга служит источником нагрева, именно она расплавляет кромки металла, благодаря ней происходит сваривание.
А вот зачем нужен газ аргон? Дело в том, что при сварке цветные металлы и легированные стали при взаимодействии с кислородом окисляются, либо же на них негативно влияют другие примеси, которые находятся в воздухе, из-за этого шов получается непрочным, наполненным пузырьками, а алюминий, например, вообще горит в кислороде. Чтобы защитить металл от воздействия различных примесей и газов используется инертный газ аргон. Этот газ на 38 % тяжелее воздуха, поэтому легко и быстро вытесняет кислород из зоны сварки и надежно изолирует рабочую ванну от любого влияния атмосферы. Начинать подавать газ в зону сварки необходимо за 20 секунд до зажигания дуги, а прекращать через 7 – 10 секунд после завершения работы. Аргон практически не вступает в реакцию со свариваемым металлом и другими газами в районе горения дуги, поэтому и называется инертным. Но есть и некоторый нюанс: при сварке на обратной полярности от атомов аргона легко отделяются электроны, благодаря этому вся среда аргона превращается в электропроводную плазму.

Сварку аргоном можно производить как плавящимся электродом, так и неплавящимся, в качестве последнего используется вольфрамовый электрод, так как этот материал исключительно тугоплавкий. Именно из вольфрама делают нити накаливания для ламп. Диаметр и материал электрода полностью зависит от сплавляемых металлов, данные показатели можно легко найти в справочниках.
Различают три вида аргонодуговой сварки:
- РАД – это ручная сварка аргоном неплавящимся электродом.
- ААД – автоматическая аргонодуговая сварка с помощью неплавящегося электрода.
- ААДП – автоматическая аргонодуговая сварка с использованием плавящегося электрода.
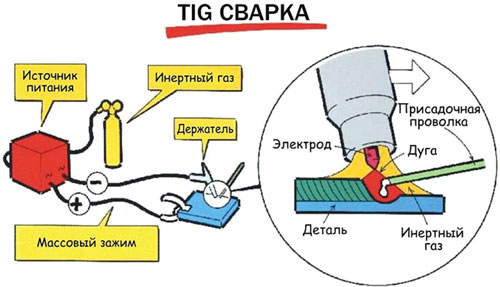
Если Вы будете искать готовый аппарат для сварки аргоном вольфрамовым электродом, ищите аппараты TIG (Tungsten Inert Gas (Welding)). Именно так обозначается сварка вольфрамом в среде инертных газов.
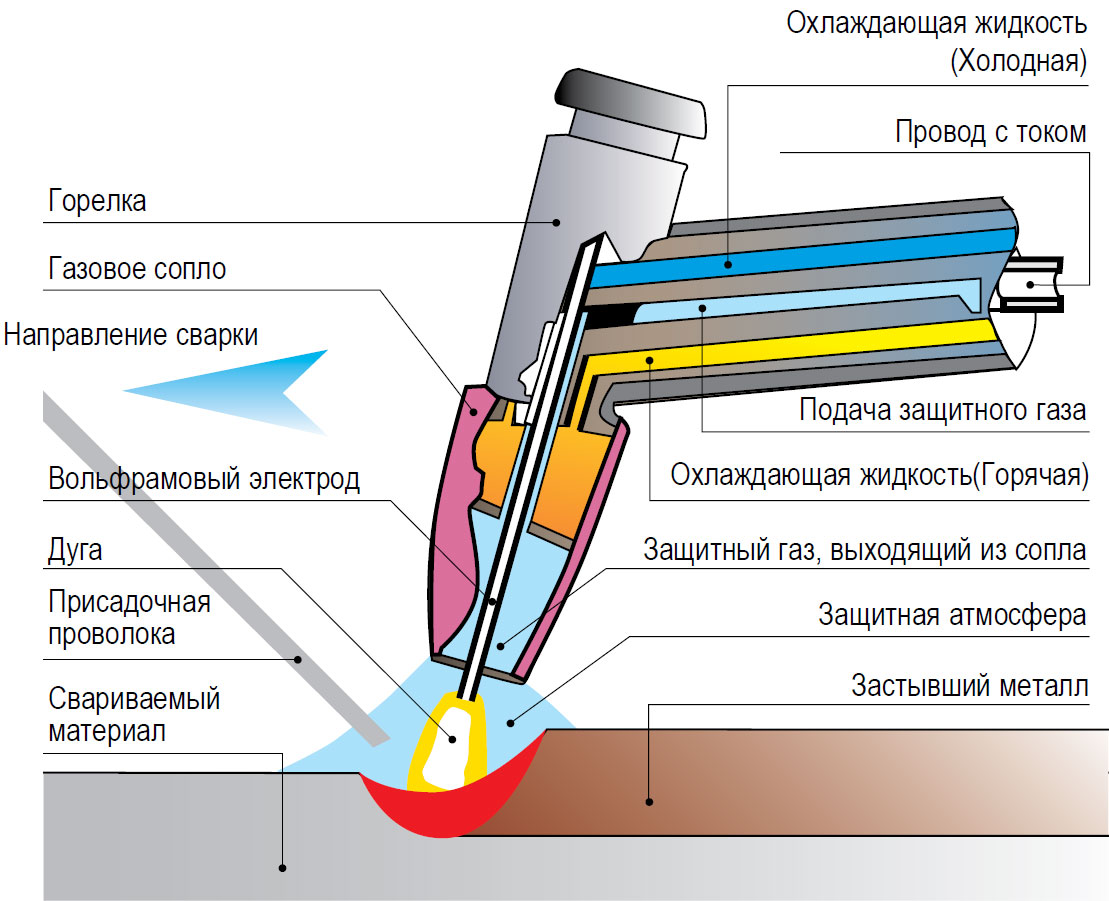
Технология аргонодуговой сварки

Что представляет собой горелка для сварки аргоном? Ее сердцем является вольфрамовый неплавящийся электрод, который должен выступать за пределы корпуса горелки всего на 2 – 5 мм, не более. Диаметр электрода подбирается согласно таблицам, исходя из параметров свариваемых материалов. Внутри горелки есть держатель, в который можно вставить и закрепить электрод любого требуемого диаметра.

Вокруг электрода надевается керамическое сопло, из него и будет поступать газ аргон во время сварки.
Для сварки нам понадобится присадочная проволока из того же материала, что и свариваемые детали, ее диаметр подбирается согласно таблицам.
Рассмотрим принцип работы с ручной сваркой аргоном, когда и горелка, и присадочная проволока находятся в руках сварщика.
Перед началом работ поверхность свариваемых деталей необходимо очистить от окислов, грязи и жира. Это можно сделать механическим или химическим способом.
Первым делом на свариваемую деталь подается так называемая «масса», как и при обычной дуговой сварке. Если детали слишком маленькие, ее можно подать на железный рабочий стол или ванну. Присадочная проволока в электрическую цепь не включается, она будет подаваться отдельно.
В правую руку сварщик должен взять горелку, а в левую присадочную проволоку. На горелке должна быть кнопка подачи тока и газа, включаем подачу газа заранее за 20 секунд. Сила тока подбирается в зависимости от свариваемых материалов или по личному опыту путем проб и ошибок. Опускаем горелку с электродом как можно ближе к поверхности свариваемых металлов, идеальное расстояние 2 мм. Электрическая дуга возникает между кончиком электрода и металлом, она плавит кромки свариваемых деталей и присадочную проволоку.
Как происходит сварка аргоном: фото – пример.


Важно! Неплавящийся вольфрамовый электрод следует держать как можно ближе к поверхности свариваемых металлов для того, чтобы создать наиболее короткую дугу. Чем больше дуга, тем меньше глубина проплавления металла и шире и менее эстетичнее шов. При большой дуге возрастает напряжение и ухудшается качество шва.
Медленно проводя горелкой вдоль шва, не делая поперечных движений, сварщик должен постепенно подавать присадочную проволоку. Именно от сноровки мастера будет зависеть качество и аккуратность получившегося шва.
Важно! Резкая подача присадочной проволоки приводит к разбрызгиванию металла. Поэтому подавать ее следует плавно и аккуратно, что достигается только практикой. Лучше всего располагать присадочную проволоку впереди горелки под углом к свариваемой поверхности, не делая поперечных движений. Это обеспечит ровный и узкий шов.
Обратите внимание, что зажигание дуги при сварке неплавящимся электродом нельзя производить путем касания о свариваемую поверхность. И вот по каким причинам:
- Высокий потенциал ионизации аргона не позволяет хорошо ионизировать промежуток между свариваемыми поверхностями и электродом за счет искры от касания. При сварке плавящимся электродом ситуация несколько другая: после касания электрода о поверхность в зоне варки появляются пары железа, потенциал ионизации которых намного (в 2,5 раза) ниже, чем у аргона, это и позволяет зажечь дугу.
- Из-за касания электрода поверхности свариваемых металлов он загрязняется.
Для зажигания дуги при сварке аргоном неплавящимся вольфрамовым электродом используется осциллятор, который подключается параллельно источнику питания.
Осциллятор подает на электрод высокочастотные высоковольтные импульсы, благодаря которым ионизируется дуговой промежуток. Если частота в сети обычно равна 55 Гц, а напряжение 220 В, то осциллятор преобразует их и подает напряжение в 2000 – 6000 В с частотой 150 – 500 кГц. Это позволяет легко зажечь электрод.
Что нужно для сварки аргоном
Для аргонодуговой сварки недостаточно привычного аппараты для дуговой сварки, но его можно модернизировать или дополнить другими требуемыми элементами. Рассмотрим, что нам необходимо для сварки в среде аргона:
- Трансформатор. Подойдет обычный сварочный трансформатор, который используется для дуговой сварки с напряжением холостого хода 60 – 70 В. Безусловно, мощность его должна соответствовать технологическим особенностям процесса.
- Силовой контактор, который будет подавать сварочное напряжение на горелку.
- Осциллятор. Для чего он нужен мы уже выяснили.
- Устройство, которое будет регулировать время обдува аргоном. Нам ведь надо зажигать его заранее, и чтобы после завершения сварки газ подавался еще секунд 20. Для этой задержки и нужен регулятор.
- Горелка для сварки аргоном.
- Баллон с аргоном, обязательно с редуктором.
- Вольфрамовые электроды, прутки требуемого диаметра.
- Вспомогательный трансформатор, который будет использоваться для питания коммутирующих устройств.
- Выпрямитель для питания коммутирующих устройств постоянным током напряжением 24 В.
- Электрогазовый клапан ( 24 В для постоянного или 220 В для переменного тока).
- Реле включения-отключения осциллятора и контактора.
- Индуктивно-емкостной фильтр, который необходим для защиты сварочного трансформатора от импульсов (высоковольтных), посылаемых осциллятором.
- Амперметр для измерения сварочного тока.
- Автомобильный аккумулятор (55 – 75 Ah), рабочий или неисправный не важно. Он включается последовательно в электрическую цепь для того, чтобы уменьшить постоянную составляющую тока, которая неизбежно появляется при сварке на переменном токе (более детально в специальной литературе).
- Очки сварочные.
Все элементы данной схемы можно купить на рынке и собрать своими руками, получится самодельная сварка аргоном, более того схему можно намного улучшить, если обладать соответствующими знаниями.

Также аппараты TIG можно приобрести в готовой комплектации, к ним подключить баллон с газом, горелку, заземление и кнопки управления горелкой и подачей газа. Цена таких аппаратов начинается от 250 у.е.
Различные режимы сварки аргоном
Для более качественного сваривания металлов необходимо правильно подобрать режим сварки.
Полярность и направление тока следует выбирать, исходя из свойств свариваемых металлов. Основные стали и сплавы свариваются на постоянном токе, имеющем прямую полярность. Алюминий, бериллий, магний и другие цветные металлы лучше сваривать на обратной полярности или переменном токе, это способствует более быстрому разрушению оксидной пленки. Во время сварки на постоянном токе идет неодинаковое выделение тепла на аноде и катоде: 70 % на аноде и 30 % на катоде. Чтобы минимально разогревать электрод и при этом хорошо проплавлять изделие, используют прямую полярность.

Важно! При сварке на переменном токе осциллятор после того, как зажег дугу, переходит в режим стабилизатора. Чтобы предотвратить деионизацию дугового промежутка во время смены полярности и обеспечить устойчивое горение дуги, осциллятор подает импульсы на дугу в момент смены полярности.
Сварочный ток выбирается в зависимости от свойств свариваемых металлов и размера деталей, а также электродов. Подбирать силу тока можно из таблиц в справочной литературе, а можно опытным путем.
Расход аргона напрямую зависит от скорости подачи и от скорости сносящих воздушных потоков. Если сварка происходит внутри помещения без сквозняков, расход будет минимальным. Сварочные работы в условиях сильного бокового ветра требуют увеличения расстояния между электродом и материалом, так как воздушный поток может сносить аргон, тогда поверхности металлов будут незащищены. В таких случаях используются специальные сопла (конфузорные) с мелкоячеистыми сетками.
В газовую смесь помимо аргона иногда добавляют кислород, около 3 – 5 %. Аргон не способен защитить от влаги, грязи и других присадок, которые могут появиться на поверхности свариваемых деталей в ходе расплавления металла. Кислород же вступает в реакцию с вредными примесями, в результате чего они либо сгорают, либо получившиеся соединения всплывают в сварочной ванне на поверхность. Использование кислорода – хороший способ борьбы с пористостью сварного шва.
Особенности сварки алюминия

При нагреве алюминия на его поверхности возникает тугоплавкая пленка. При сварке на обратной полярности или с использованием источника переменного тока эту пленку можно разрушить. Когда алюминиевая деталь имеет положительный заряд, при сварке на обратной полярности ионы аргона бомбардируют поверхность алюминия, разрушая оксидную пленку. В таком случае аргон уже выступает не просто защитным газом, а является электропроводной плазмой, упрощающей и улучшающей сварочные работы.
Во время сварки на переменном токе подобный процесс происходит тогда, когда алюминиевая деталь является катодом.
Особенности сварки меди

Медь легко вступает в реакцию с кислородом, образуя закись меди. Это приводит к тому, что шов получается неоднородный и недостаточно прочный. Еще большей проблемой является то, что получившаяся закись меди взаимодействует с водородом, содержащимся в воздухе, образует водяной пар, который стремится вырваться наружу и образует поры в шве. Именно поэтому обязательна защита сварной зоны аргоном.
Аргонодуговая сварка: преимущества и недостатки
Как и у любого процесса, у сварки аргоном есть свои достоинства и недостатки, которые связаны с технологией и используемыми приборами.
К преимуществам можно отнести:
- Защита сварного шва аргоном от воздействия окружающей среды. Это обеспечивает прочное соединение, без пор и примесей.
- Металл нагревается мало, область нагрева очень мала, поэтому можно легко сваривать заготовки сложной конструкции, не боясь изменить их форму.
- Возможность сварки металлов и сплавов, которые невозможно сварить иначе.
- Относительно быстрое проведение работ, благодаря высокотемпературной дуге.
Недостатки:
- Достаточно сложное оборудование, требующее точной настройки.
- Относительная сложность сварочных работ, требующая опыта и сноровки.
Сварка аргоном хороша тем, что обеспечивает выполнение шва высокого качества, с одинаковой глубиной проплавления. Это очень важно при проведении сварочных работ тонкого металла с доступом только с одной стороны, например, неповоротных стыковых труб. Кстати, при сварке цветных металлов малой толщины присадочную проволоку можно не использовать.
Сварка аргоном: видео – инструкция
Комментарии
![]()
© Строительный портал StrPort 2011-2018. Статьи о ремонте, строительстве, стройматериалах.
Копирование информации с сайта возможно только с разрешения редакции или с указанием прямой ссылки на первоисточник. Юридическое обоснование
Спасибо очень полезная
Спасибо очень полезная информация для тех кто хочет самостоятельно обучится этому нелёгкому но очень интересному делу
Спасибо! Я узнал очень много
Спасибо! Я узнал очень много интересного.
18.11.2014 Николай.
Сам себя не похвалишь - никто
Сам себя не похвалишь - никто не похвалит...)))
Спасибо, очень интересно.
Спасибо, очень интересно.
Спасибо! Поучительно!!!
Спасибо! Поучительно!!!
Спасибо очень полезная
Спасибо очень полезная информация.
очень к стати
очень к стати
Свариваю аргоном лет 15. Но
Свариваю аргоном лет 15. Но столько чушь в первый раз вижу. Писал теоретик сразу видно, уж извините...
Спасибо за статью. Весьма
Спасибо за статью. Весьма подробно
Что думаете про лазерную
Что думаете про лазерную сварка?
https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0#%D0%9...
Напишите, пожалуйста статью и про нее
Спасибо за информацию! Кое
Спасибо за информацию! Кое что приняли при работе у себя с аргоновой сваркой https://cargospb.com/argonovaja-svarka/