Konstrukce suterénu je odpovědným a velmi vážným procesem. Protože to ...
|
|
Mezi různými podlahami je zvláštní místo obsazeno parketem. To je podlaha ... |
Dlaždice Clinker pro fasádu zaujímá zvláštní místo mezi konstrukcí ... |
Svařování polyethylenových trubek pro polyethyleny

Trubky, které jsou vyrobeny z polyethylenu, se používají aktivněji. Technické charakteristiky těchto produktů jim umožňují používat pro výrobní potřeby a v procesu budování potrubí pro domácnost. Vysoká kvalita za relativně nízkou cenu polyethylenových potrubí vytváří stálou poptávku. Kromě toho jsou jednoduché při instalaci a připojení. Zvažte, jak jsou plastové potrubí přivařeny doma.
Obsah:
- Připojení polyethylenových trubek
- Pravidla svařování potrubí
- Metody svařování potrubí
- Kontrola kvality švů
Připojení polyethylenových trubek
Ti, kteří se rozhodli nahradit starý potrubí plastu, budou bezpochyby ocení moderní rozmanitost typů plastů. Na druhou stranu však široký sortiment vyvolal určité potíže, protože každý pohled na sebe vyžaduje zvláštní vztah při instalaci. Potrubí speciálního materiálu - SO -trhaný šitý polyethylen jsou zvláště rezistentní vůči vnějším faktorům a spolehlivé.
Trubky, které jsou vyrobeny z polyethylenu, lze použít pro konstrukci tlakového a nelisového potrubí. Takové potrubí v domácím plánu se nejčastěji používají k sestavení systému zásobování vodou. Pro instalaci potrubí vlastními rukama je důležité, aby domácí pánové poznali parametry sloučenin polyethylenových potrubí.

Hlavní typy sloučenin polyethylenových potrubí: spojení s použitím dalších spojovacích prvků nazývaných kování, zadek a svařování elektřiny. S odnímatelným připojením je zpravidla vše jasné. Při instalaci vnitřku potrubí jsou detektivní klouby obvyklé. Položení potrubí pomocí armatur je tak jednoduchý postup, že ji získá jakákoli osoba, která má v této věci nejmenší zkušenosti.
Výběr takových sloučenin vám však umožňuje provádět omezený rozsah práce, proto při instalaci systému zásobování vodou bez svařování polyethylenových potrubí vlastními rukama to nebude možné. Jako typ kombinace pomůže svařování zachovat sílu a flexibilitu potrubí. Další důležitou výhodou instalace potrubí lze provádět na povrchu Země a poté zapadnout do příkopu a například je také metoda Tactrand.
Pravidla svařování potrubí
Technologie svařovacích metod polyethylenových potrubí je odlišná, ale je známo několik základních principů. Měli by jim věnovat pozornost a přistupovat k jakémukoli svařování. Pojďme se na ně podrobněji podívat:

Polyethylenové potrubí by měly mít stejnou tloušťku stěny a stejný průměr, aby byly kompatibilní fyzicky a chemicky (tyto informace by měly být objasněny výrobcem).
- Konce potrubí před zahájením práce podléhají povinnému čištění.
- Při svařovacím potrubí se doporučuje minimalizovat vliv vnějších faktorů a povětrnostních podmínek:
- při příliš nízkých teplotách je třeba zahřát místnost, jak je uvedeno ve videu o svařování plastových trubek;
- v přítomnosti větru a nepřítomnosti oken vytvořte bariéru z jakéhokoli materiálu, jako je stan;
- s množstvím slunečního světla chráňte svařované povrchy před rovnými paprsky, abyste se vyhnuli přehřátí jejich jednotlivých míst.
- Konce potrubí, které nejsou zapojeny do svařování, se doporučuje uzavřít zástrčkami, protože tok studeného vzduchu je schopen snížit teplotu svařovaných oblastí pod nezbytnými (s výjimkou případů, kdy se provádí studené svařování polyethylenových potrubí) .
- Vyloučte v procesu svařování samotného a během chlazení potrubí jakékoli mechanické vlivy na tyto produkty.
Metody svařování potrubí
A okamžitě máte otázku, kterou technologie pro svařování polyethylenové potrubí je výhodnější a které jsou obecně svařovací trubky. Pokud se chystáte vařit trubky vlastními rukama, měli byste důkladně porozumět celému postupu, materiálům a zařízením, které se používají při svařovacím polyethylenových potrubích. Ve svařovací technologii polyethylenových potrubí není nic komplikovaného, \u200b\u200bprotože moderní svařovací stroje jsou pro použití zjednodušeny.
Padající svařování
Svařovací svařování nebo jak se také nazývá vazba, zahrnuje spojení potrubí pomocí speciálních armatur. Informace, stejně jako samotné polyethylenové potrubí, se doporučuje nakupovat s rozpětím v případě nesprávného svařování, zejména pokud musíte postup provádět poprvé.
Pro tuto metodu svařování polyethylenu se doporučuje připravit speciální vybavení, což je svařovací stroj. Manuální svařovací stroje jsou navrženy pro manuální svařování potrubí a vybavení malých průměrů - až 50 milimetrů. Navzdory takovým omezením se manuální svařovací stroje vyrábějí pro celou řadu plastových trubek, které jsou navrženy pro prázdné svařování s armatury (až 125 milimetrů).
Existují také mechanická svařovací zařízení, která jsou určena pro mechanizované ořezávání polyethylenových potrubí s velkým průlomovým polyethylenem - od 40 milimetrů a dalších, když je síla kombinace potrubí a montáže skvělá. Taková zařízení poskytují rychlost a pohodlí zvonu polyethylenových potrubí a umožňují vám dosáhnout vysoce kvalitního svařovaného kloubu.

Pro svařování ve tvaru zvonu připravte následující příslušenství:
- Svařovací trysky nebo adaptéry. Potřebují periodickou výměnu kvůli opotřebení teflonového povlaku. Pro určitý průměr polyethylenových trubek je vyžadován pár trysek odpovídajícího průměru.
- Řezací nástroje. Takové věci jsou nezbytné pro řezání potrubí při položení potrubí a pro odstranění hliníkové vrstvy před svařováním ze vyztužených trubek.
V tomto případě jsou vnější část potrubí a vnitřek montáže. Oba povrchy jsou zahřívány svařovací tryskou sestávající z těchto součástí: Dorn Half pro zahřívání montáže a polovina rukávu pro zahřívání konce potrubí.
Tímto způsobem se provádí zvonek polyethylenových potrubí. Svařovací stroj by měl být zahřátý na požadovanou teplotu. Podle pokynů pro svařování plastových potrubí je na zastávce umístěna montáž. Taková akce zpravidla vyžaduje mírné úsilí. Současně nasaďte konec rukávu do konce polyethylenové potrubí. Proveďte tyto manipulace co nejrychleji.

Nezapomeňte, že vnější průměr rukávu je o něco větší než vnitřní průměr potrubí a vnitřní průměr montáže je o něco menší než vnější průměr DORN. Přebytečná vnější vrstva potrubí během zahřívání se roztaví a vymačkána ve formě válce, který se nazývá grata. Snížení průměru potrubí umožňuje trysku určenou pro svařování.
Podobným způsobem je grad také vytlačen na montáži, což umožňuje plně kombinovat Dorn. Části se pohybují do stěny topné trysky, dokud se nezastaví. Tento okamžik se musí cítit rukou, je velmi důležité, když dojde k zastavení jakéhokoli tlaku na detaily. Podrobnosti by dále měly být uchovávány v této pozici pro nezbytnou dobu.
Po vypršení přiděleného období musíte rychle odstranit montáž, poté odstranit trubku z trysky a kombinovat dva detaily na zastavení. Po ochlazení obdržíte celou plastovou část. Poté je druhá trubka svařena na druhý konec montáže. Pokud plánujete používat potrubí pro svařovací potrubí pouze jednou, je vhodnější je nekoupit z ekonomické pozice, ale pronajmout si je. Takže můžete snížit cenu svařování plastových trubek.

Kvalita spojení bude přímo záviset na správnosti provedených manipulací. S maličkým svařováním polyethylenových potrubí jsou nejčastěji povoleny chyby následující povahy. První z nich během kombinace není plně zaveden do montáže, kvůli kterému je mezera vytvořena mezi vnitřním důrazem a trubkou. Tato sloučenina vypadá obyčejně, ale uvnitř sekce s velkým vnitřním průměrem potrubí a vytvoří se spodní tloušťka stěny.
Při kombinaci detailů zbytečné úsilí také vyvolává problémy spojené se spolehlivostí spojení. Takže uvnitř potrubí pod tlakem zastavení montáže se vytvoří přebytek grati, který v budoucnu vytvoří překážku proudu plynu nebo vody.
Svařování trubek je
Nejoblíbenější je technologická mapa svařování polyethylenových potrubí Vstok. Výběrem této techniky svařování můžete výrazně snížit využívání elektřiny. Kromě toho svařování potrubí Vstok nevyžaduje použití těžkého vybavení, které usnadňuje instalační práce.
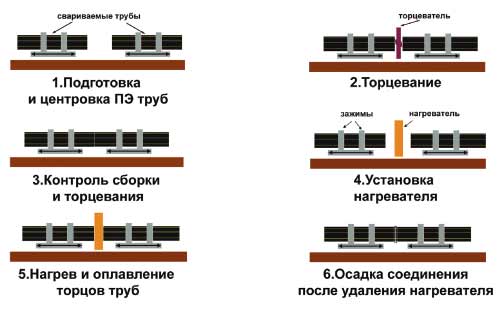
Potrubí, které mají tloušťku stěn více než 5 milimetrů a průměr více než 50 milimetrů, přivarují touto technikou. Značka polyethylenu prvků přivařených k sobě by měla být stejná. Proto před provedením svařování zadku stojí za to třídit potrubí a tvarované díly ve večírcích. Je výhodné svařování potrubí, které jsou uvolňovány v jedné dávce. Kromě toho nebude testování potrubí pro elipiness zbytečné.
Základ technologie spočívá v zahřívání konců potrubí pomocí nástroje pro topení před procesem tání. Při připojení potrubí v tomto stavu dochází k připojení dílů na molekulární úrovni. Svařování se provádí v rozmezí od mínus 15 stupňů do plus 45 stupňů Celsia.
Při svařování polyethylenových trubek okamžitě vyvstává otázka: kolik odřízne trubky. Koneckonců, segment potrubí se nakonec sníží o vzdálenost svařování. Podívejte se na to v pokynech pro svařování plastových trubek nebo změřte parní trysku na nástroji. Tato vzdálenost se bude lišit pro různé průměry trubek. Například pro 20 milimetrů potrubí je tato vzdálenost 14,5 milimetrů, pro potrubí 32 milimetrů 18 milimetrů.
Dále se doporučuje aplikovat značení před svařováním každé části přívodu vody tak, aby trubka neustále neměla a opakovatelnost svařování. Sloučeniny budou mít stejné vzhled, úsilí o oblékání a odstranění polotovarů z přehřáté trysky bude předvídatelné.
Svařování polyethylenového potrubí zadku leží v zahřívání konců svařovaných prvků do viskózního stavu a jejich spojení pod tlakem. Konce potrubí musí být pevně pevně pevně při zámku speciálního aparátu, mezi nimi je umístěna topná deska. Stisknutím konce na sporák s určitým tlakem a odolejte před procesem tání.

Doba zahřívání závisí na průměru polyethylenových potrubí a síle použitého přístroje. Poté, co dosáhnete požadované úrovně zahřívání, odstraňte desku a připojte potrubí k potrubí, zatímco na ně musíte vyvíjet tlak. Nyní zbývá jen čekat, až se polymerní materiál úplně ochladí.
Aby se svařování polyethylenových potrubí do VSTOK objevilo co nejrychleji a přesně, musíte používat zařízení s hydraulickým nebo mechanickým pohonem. Nejpokročilejší zařízení mají kontrolu softwaru.
Použití takového zařízení se rozlišuje celým seznamem výhod: automatická kontrola procesu, která vylučuje účinek lidského faktoru a možnost přesného výpočtu času, který je nezbytný pro svařování plánovaného počtu potrubí.
Elektromoft svařování potrubí
Svařování polyethylenových potrubí Electrumoft se používá pro trubky různých tloušťky stěn a různých průměrů, při instalaci netlakového potrubí drenážních systémů a gravitačních odpadních vod vloží do současného potrubí a opravu stávajících potrubí.
Postup pro svařování potrubí pomocí elektromatů se počítá při získávání svařovaných kloubů, které vydrží tlak až 16 atmosféry. Elektromoftové sloučeniny jsou ve srovnání s svařováním zadku nejnákladnější a náklady na svařování polyethylenových trubek v tomto případě se zvyšují.
Chcete -li provádět svařování elektrické tekutiny, budete potřebovat speciální části tvaru, například elektrické svařovací armatury s hypoteční elektrický ohřívač, který zahřívá konce potrubí. Pokud se rozhodnete vytvořit elektromoft svařování polyethylenových potrubí, měli byste jednat podle takových pokynů. Nejprve připravte potřebné podrobnosti a také vyčistěte místo, kde budete provádět práci, vyberte možnosti svařování v závislosti na velikosti potrubí a zabudovaných dílů.

Pak stojí za to důkladně vyčistit vnitřní povrch elektrického flutusu a povrch připojených trubek z kontaminantů. Pro čištění a současné odmašťovací výrobky se doporučuje používat ubrousky, které jsou nasyceny snadno tekutinou, například alkoholem.
Konce potrubí svařovaných musí být pečlivě a rovnoměrně oříznuté, aby se zabránilo roztavené polyethylenové potrubí, která se proudí dovnitř. Odstraňte oxidovanou vrstvu z povrchu trubek. Oxidy, které se vytvářejí během výroby potrubí, mohou být odstraněny mechanicky čištěním speciálními škrabkami.
Připevněte trubky v pozicích a zároveň ovládejte jejich zarovnání. Abychom navíc chránili klouby před prachem před prachem, je obvyklé používat vinutí s lepivou páskou. Otevřené konce potrubí jsou uzavřeny zástrčkami, aby se zabránilo neproduktivním tepelným ztrátám. Závěry společnosti Etromoft by měly být použity, v důsledku toho, že se montáž zahřívá, svařovací potrubí.

Po celou dobu svařování polyethylenových potrubí, včetně doby chlazení, mělo by být poloha potrubí s tvarovanou částí pevně pevné a při svařování zůstalo nehybné. Nezapomeňte na bezpečnostní opatření během svařování. Zejména s ohledem na malou zkušenost s svařováním polyethylenových potrubí, i když si myslíte, že postup je snadný a jednoduchý.
Kontrola kvality švů
Povinnou součástí postupu pro svařování polyethylenových potrubí je kontrola kvality prováděných sloučenin. Zpracování potrubí můžete pokračovat v budoucnu až po prozkoumání všech provedených sloučenin. Provedené švy musí splňovat zavedené technické požadavky, teprve pak lze připojení s jistotou rozpoznat jako vysokou kvalitu.
Potrubí, sestavené z polyethylenových potrubí s kvalitativně provedenými klouby, bude trvat několik desetiletí, aniž by vyžadovalo další údržbu a opravu. Zde jsou základní požadavky a parametry plastových trubek, které jsou při vizuální kontrole prezentovány kvalitě švu:
- Spojení na povrchu potrubí by nemělo vypadat jako padlá drážka, to znamená, že by nemělo být umístěno pod obecnou úroveň potrubí.
- Je důležité odolat vyrovnání trubek. Vysunutí svařovaných produktů vzhledem k sobě je povoleno, ale ne více než 10% tloušťky stěny. Například, pokud svařujete potrubí se stěnami, které mají tloušťku 5 milimetrů, pak by hodnota posunu neměla překročit 0,5 milimetrů.
- Výška válců, které se tvoří uvnitř plastových trubek a venku na jejich povrchu, je také omezená. Při svařování potrubí s tloušťkou 5 milimetrů by výška válce neměla překročit 2,5 milimetrů. Pokud je tloušťka stěn potrubí 6-20 milimetrů, měla by být výška válce omezena na 5 milimetrů.
Polyethylenové potrubí se tedy široce používají k sestavení potrubí pro různé účely. Při provádění práce v domě nebo bytě je docela možné svařování s vlastními rukama plastových trubek. V závislosti na velikosti potrubí a účelu potrubí je vybrána metodika svařování a nebude obtížné zvládnout technologii této práce. Stačí studovat teoretická doporučení a omezení postupu, po kterém můžete bezpečně začít cvičit!
Komentáře
![]()
STRPORT CONSTRUCTION Portal 2011-2018. Články o opravě, stavbě, stavebních materiálech.
Kopírování informací z webu je možné pouze s povolení redakční kanceláře Nebo označení přímého odkazu na zdroj. Právní ospravedlnění
Toto je průmyslová metoda
Jedná se o průmyslovou metodu svařování, doma existuje jen milion vybavení, ne jak jej používat. Pravděpodobně nejméně šest měsíců se musíte naučit svařování takového vybavení. Stejnou trubku může být přivařena s fénem nebo průmyslovou pistolí horkého vzduchu, ale bude to trvat hodně času.