Изграждането на мазето е отговорен и много сериозен процес. Тъй като това ...
|
|
Сред различните подови настилки специално място е заето от паркет. Това е етаж ... |
Клинкърските плочки за фасадата заемат специално място сред строителните довършителни работи ... |
Направи си сам полиетиленово тръба

Тръбите, които са направени от полиетилен, се използват по -активно. Техническите характеристики на такива продукти позволяват да се използват за производствени нужди и в процеса на изграждане на домакински тръбопроводи. Високото качество при сравнително ниска цена на полиетиленовите тръби създава стабилно търсене на тях. В допълнение, те са прости в инсталирането и връзката. Помислете как пластмасовите тръби са заварени у дома.
Съдържание:
- Свързване на полиетиленови тръби
- Правила за заваряване на тръбата
- Методи за заваряване на тръби
- Контрол на качеството на шевовете
Свързване на полиетиленови тръби
Тези, които решиха да заменят стария тръбопровод с пластмаса, несъмнено ще оценят модерното разнообразие от видове пластмаса. Но от друга страна, широкият асортимент породи определени трудности, тъй като всеки изглед на себе си изисква специална връзка при инсталирането. Тръбите със специален материал - So -нареченият зашит полиетилен са особено устойчиви на външни фактори и надеждни.
Тръбите, които са направени от полиетилен, могат да се използват за изграждане на тръбопровод за налягане и без налягане. Подобни тръби в вътрешния план се използват най -често за сглобяване на водоснабдяваща система. За да инсталирате тръбопровода със собствените си ръце, е важно домашните майстори да знаят параметрите на съединенията на полиетиленовите тръби.

Основните видове съединения на полиетиленовите тръби: връзката с помощта на допълнителни свързващи елементи, наречени фитинги, заваряване на дупето и електричество. С разглобяеми връзки като правило всичко е ясно. Детективските стави са обичайни при инсталирането на вътрешността на тръбопровода. Поставянето на тръби с помощта на фитинги е толкова проста процедура, че тя ще бъде получена от всеки човек, който има и най -малък опит в този въпрос.
Изборът на такива съединения обаче ви позволява да извършвате ограничен набор от работа, следователно, когато инсталирате система за водоснабдяване, без да заварявате полиетиленови тръби със собствените си ръце, няма да е възможно да се направи. Като вид комбинация заваряването ще помогне за поддържане на силата и гъвкавостта на тръбопровода. Друго важно предимство на инсталирането на тръби може да се извърши на повърхността на Земята и след това да се побере в окопа, а също така също е метод на татаран.
Правила за заваряване на тръбата
Технологията на методите на заваряване на полиетиленовите тръби е различна, но са известни няколко основни принципа. Те трябва да им обърнат внимание, пристъпвайки към всяко заваряване. Нека ги разгледаме по -подробно:

Полиетиленовите тръби трябва да имат една и съща дебелина на стената и равен диаметър, за да бъдат съвместими физически и химически (тази информация трябва да бъде изяснена от производителя).
- Краищата на тръбите преди започване на работа са обект на задължително почистване.
- При заваряване на тръби се препоръчва да се сведе до минимум влиянието на външните фактори и метеорологичните условия:
- при твърде ниски температури трябва да загреете помещението, както е показано във видеото за заваряване на пластмасови тръби;
- в присъствието на вятър и отсъствието на прозорци създайте бариера от всеки материал като палатка;
- с изобилието от слънчева светлина предпазвайте заварените повърхности от прави лъчи, за да избегнете прегряване на техните индивидуални места.
- Краищата на тръбите, които не участват в заваряването, се препоръчват да бъдат затворени с щепсели, тъй като потокът на студен въздух е в състояние да понижи температурата на заварените зони под необходимите (освен когато се извършва студено заваряване на полиетиленови тръби) .
- Изключете в процеса на самото заваряване и по време на охлаждане на тръби всякакви механични влияния върху тези продукти.
Методи за заваряване на тръби
И веднага имате въпрос каква технология за заваряване на полиетиленова тръба е за предпочитане и която обикновено е заваръчна тръби. Ако ще готвите тръби със собствените си ръце, трябва да разберете старателно цялата процедура, материали и оборудване, които се използват при заваряване на полиетиленови тръби. Няма нищо сложно в технологията за заваряване на полиетиленовите тръби, тъй като съвременните заваръчни машини са опростени за употреба.
Падащо заваряване
Заземяване или както се нарича също свързване, включва свързването на тръби с помощта на специални фитинги. На самите сами по полиетиленови тръби се препоръчват да се купуват с марж в случай на неправилно заваряване, особено ако трябва да извършите процедурата за първи път.
За този метод на полиетиленово заваряване се препоръчва да се приготви специално оборудване, което е заваръчна машина. Ръчните заваръчни машини са проектирани за ръчно заваряване на тръби и фитинги на малки диаметри - до 50 милиметра. Въпреки подобни ограничения, ръчните заваръчни машини се произвеждат за цялата гама от пластмасови тръби, които са проектирани за празно заваряване с фитинги (до 125 милиметра).
Съществуват и механични заваръчни устройства, които са предназначени за механизирано подрязване на големи полиетиленови тръби - от 40 милиметра и други, когато силата на комбиниране на тръби и монтаж е страхотна. Такива устройства осигуряват скоростта и удобството за извършване на заваряване на камбани на полиетиленови тръби и ви позволява да постигнете висококачествена заварена фуга.

За заваряване на звънеца, подгответе следните аксесоари:
- Заваряване на дюзи или адаптери. Те се нуждаят от периодична подмяна поради износване на тефлоновото покритие. За определен диаметър на полиетиленовите тръби е необходима двойка дюзи със съответния диаметър.
- Режещи инструменти. Такива неща са необходими за рязане на тръби при полагане на тръбопровода и за отстраняване на алуминиевия слой преди заваряване от подсилени тръби.
В този случай Welled повърхностите са външната част на тръбата и вътрешността на монтажа. И двете повърхности се нагряват със заваръчна дюза, състояща се от тези компоненти: dorn половината за нагряване на монтажа и половината от ръкав за нагряване на края на тръбата.
Звънецът на полиетиленовите тръби се извършва по този начин. Заваръчната машина трябва да се затопли до желаната температура. Монтажът се поставя на Dorn на спирката, според инструкциите за заваряване на пластмасови тръби. Подобно действие, като правило, изисква леки усилия. В същото време поставете в края на края на ръкава до края на полиетиленовата тръба. Направете тези манипулации възможно най -бързо.

Не забравяйте, че външният диаметър на втулката е малко по -голям от вътрешния диаметър на тръбата, а вътрешният диаметър на монтажа е малко по -малък от външния диаметър на Dorn. Излишният външен слой от тръби по време на нагряване се разтопява и се изстиска под формата на ролка, която се нарича Grata. Намаляването на диаметъра на тръбите позволява дюзата, предназначена за заваряване.
По подобен начин GRAT също се изтръгва върху монтажа, което го позволява с Dorn да бъде напълно комбиниран. Частите се преместват в стената на нагревателната дюза, докато не спре. Този момент трябва да се почувства с ръката си, много е важно, когато се случи да спрете всякакъв натиск върху детайлите. Освен това детайлите трябва да се съхраняват в тази позиция за необходимото време.
При изтичането на определения период трябва бързо да извадите монтажа, след това да извадите тръбата от дюзата и да комбинирате две детайли на стоп. След охлаждане ще получите цяла пластмасова част. След това втората тръба е заварена в другия край на монтажа. Ако планирате да използвате тръби за заваръчни тръби само веднъж, е по -препоръчително да не го купувате от икономическа позиция, а да го наемете. Така че можете да намалите цената на заваряване на пластмасови тръби.

Качеството на връзката ще зависи пряко от правилността на извършените манипулации. С дреболията за заваряване на полиетиленови тръби най -често се разрешават грешки от следната природа. Първият от тях по време на комбинацията не е напълно въведен в монтажа, поради което се образува празнината между вътрешния акцент и тръбата. Това съединение изглежда обикновено, но вътре в секция с голям вътрешен диаметър на тръбите и се образува долна дебелина на стената.
При комбиниране на детайли ненужните усилия също предизвикват проблеми, свързани с надеждността на връзката. И така, вътре в тръбата под налягането на спирането на монтажа се образува излишна грата, която ще създаде пречка за тока на газ или вода в бъдеще.
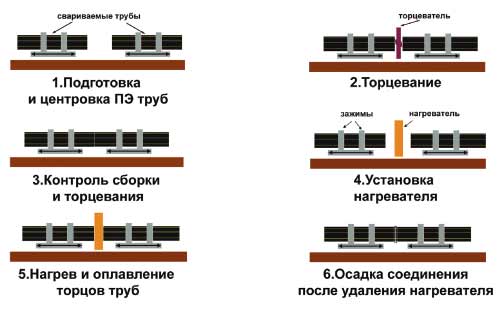
Заваряването на тръбите е
Най -популярната е технологичната карта на заваряването на полиетиленови тръби VSTOK. Избирайки тази техника за заваряване, можете значително да намалите използването на електричество. В допълнение, заваряването на тръби VSTOK не изисква използването на тежко оборудване, което улеснява работата на инсталацията.
Тръбите, които имат дебелината на стените над 5 милиметра и диаметър повече от 50 милиметра, са заварени от тази техника. Марката на полиетилен на елементите, заварени един към друг, трябва да бъде еднаква. Следователно, преди да се направи заваряване на дупето, си струва да сортирате тръби и да се оформят части в страните. За предпочитане е да заварявате тръбите, които се освобождават в една партида. В допълнение, тестването на тръби за елипичност няма да бъде излишно.
Основата на технологията се състои в затопляне на краищата на тръбите с помощта на отоплителен инструмент пред процеса на топене. При свързване на тръби в това състояние, свързването на части се осъществява на молекулно ниво. Заваряването се извършва в диапазона от минус 15 градуса до плюс 45 градуса по Целзий.
При заваряване на полиетиленови тръби въпросът веднага възниква въпросът: колко да отрежете тръбите. В крайна сметка тръбният сегмент, в крайна сметка, ще намалее от разстоянието на заваряването. Потърсете това в инструкциите за заваряване на пластмасови тръби или измерете парна дюза върху инструмента. Това разстояние ще бъде различно за различни диаметри на тръбите. Например, в продължение на 20 милиметра тръбата, това разстояние е 14,5 милиметра, съответно за тръба от 32 милиметра 18 милиметра.
Освен това се препоръчва да се прилага маркиране преди заваряване на всяка част от водоснабдяването, така че тръбата постоянно да не се измерва и повторяемостта на заваряването. Съединенията ще бъдат еднакви на външен вид, усилието за обличане и премахване на заготовки от предварително загрятата дюза ще бъдат предвидими.
Завалянето на задника на полиетиленовата тръба се намира в нагряването на краищата на заварените елементи във вискозно състояние и връзката им под налягане. Краищата на тръбите трябва да бъдат фиксирани твърдо в ключалките на специален апарат, между тях се поставя отоплителна плоча. Натиснете краищата към печката с определено налягане и издържайте преди процеса на топене.

Времето за нагряване зависи от диаметъра на полиетиленовите тръби и силата на използвания апарат. След като достигнете необходимото ниво на отопление, отстранете плочата и свържете тръбите към тръбата, докато трябва да окажете натиск върху тях. Сега остава само да изчакате, докато полимерният материал се охлади напълно.
За да се появят заваряване на полиетиленови тръби до VSTOK, да се появят възможно най -бързо и точно, трябва да използвате устройства с хидравлично или механично задвижване. Най -модерните устройства имат контрол на софтуера.
Използването на такова устройство се отличава с цял списък на предимствата: автоматичен контрол на процеса, който изключва ефекта на човешкия фактор и възможността за точно изчисляване на времето, необходимо за заваряване на планирания брой тръби.
Electromoft заваряване на тръби
Electrumoft заваряване на полиетиленови тръби се използва за тръби с различна дебелина на стените и различни диаметри, когато се монтира тръбопровод без налягане от дренажни системи и гравитационна канализация, вкарва в текущия тръбопровод и ремонт на съществуващите тръбопроводи.
Процедурата за заваръчни тръби с помощта на електромати се изчислява при получаване на заварени съединения, които издържат на налягането до 16 атмосфера. Електромофт съединенията са в сравнение с заваряването на дупето най -скъпо, а цената на заваряване на полиетиленови тръби в този случай се увеличава.
За да извършите електрическо заваряване на течността, ще ви трябват специални части, например, електрически заваръчни фитинги с ипотечен електрически нагревател, който затопля краищата на тръбите. Ако решите да произвеждате електромофт заваряване на полиетиленови тръби, трябва да действате според такива инструкции. За начало подгответе необходимите детайли и също почиствайте мястото, където ще извършите работата, изберете опциите за заваряване, в зависимост от размера на тръбата и вградените части.

Тогава си струва да се почисти старателно вътрешната повърхност на електрическия флут и повърхността на свързаните тръби от замърсители. За почистване и едновременни обезмаслени продукти се препоръчва да се използват салфетки, които са наситени с лесно течност, например алкохол.
Краищата на заварените тръби трябва да бъдат внимателно и равномерно подрязани, за да се избегне разтопената полиетиленова тръба, която тече вътре. Извадете окисления слой от повърхността на тръбите. Оксидите, които се образуват по време на производството на тръби, могат да бъдат отстранени механично чрез почистване със специални скрепери.
Закрепете тръбите в позициите, като същевременно контролирате подравняването им. За да се предпази допълнително ставите от прах от прах, е обичайно да се използва намотката с лепкава лента. Отворените краища на тръбите се затварят с щепсели, за да се предотврати непродуктивната загуба на топлина. Заключенията на Eletromoft трябва да се прилагат, в резултат на което монтажът ще се затопли, заваръчни тръби.

През цялото време заваряване на полиетиленови тръби, включително времето за охлаждане, мястото на тръбата с оформената част трябва да бъде строго фиксирано и да остане неподвижно при заваряване. Не забравяйте за мерките за безопасност по време на заваряване. Особено като се вземат предвид малкото преживяване на заваряването на полиетиленови тръби, дори ако смятате, че процедурата е лесна и проста.
Контрол на качеството на шевовете
Задължителна част от процедурата за заваряване на полиетиленови тръби е контролът на качеството на извършените съединения. Можете да продължите обработката на тръби в бъдеще само след изследване на всички извършени съединения. Извършените шевове трябва да отговарят на установените технически изисквания, само тогава връзката може да бъде уверено като висококачествена.
Тръбопроводът, сглобен от полиетиленови тръби с качествено изпълнени фуги, ще продължи няколко десетилетия, без да изисква допълнителна поддръжка и ремонт. Ето основните изисквания и параметри на пластмасови тръби, които са представени на качеството на шева по време на визуална проверка:
- Връзката на повърхността на тръбата не трябва да изглежда като паднал жлеб, тоест не трябва да се поставя под общото ниво на тръбопровода.
- Важно е да издържате на подравняването на тръбите. Разместването на заварените продукти е разрешено един спрямо друг, но не повече от 10% от дебелината на стената. Например, ако заварявате тръби със стени, които имат дебелина 5 милиметра, тогава стойността на изместване не трябва да надвишава 0,5 милиметра.
- Височината на ролките, които се образуват вътре в пластмасови тръби и навън на повърхността им, също е ограничена. Когато заваряват тръби с дебелина 5 милиметра, височината на ролката не трябва да надвишава 2,5 милиметра. Ако дебелината на стените на тръбите е 6-20 милиметра, тогава височината на ролката трябва да бъде ограничена до 5 милиметра.
По този начин полиетиленовите тръби се използват широко за сглобяване на тръбопроводи за различни цели. Когато извършвате работа в къща или апартамент, е напълно възможно да заварявате със собствените си ръце на пластмасови тръби. В зависимост от размера на тръбите и целта на тръбопровода е избрана методологията на заваряване и няма да е трудно да се овладее технологията на тази работа. Достатъчно е да проучите теоретичните препоръки и ограничения по процедурата, след което можете спокойно да започнете практика!
Коментари
![]()
Портал за строителство на Strport 2011-2018. Статии за ремонт, строителство, строителни материали.
Копирането на информация от сайта е възможно само с разрешение на редакционния офис Или посочване на директна връзка към източника. Правна обосновка
Това е индустриален метод
Това е индустриален метод за заваряване, има само милион оборудване, а не как да го използвате. Вероятно поне шест месеца трябва да се научите да заварявате такова оборудване. Същата тръба може да бъде заварена с сешоар или индустриален пистолет с горещ въздух, но ще отнеме много време.